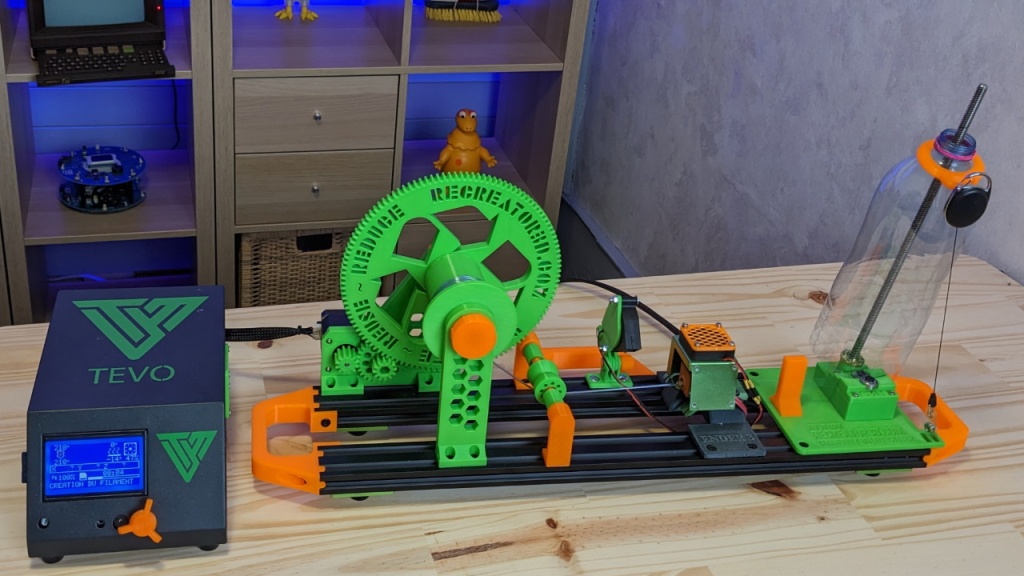
Le Recreator recycle vos bouteilles plastique (PET) en fabricant du filament pour imprimante 3D. Cette machine n’est pas disponible dans une quelconque boutique, il faudra la fabriquer soit-même.
Il existe beaucoup d’autres projets similaires mais j’ai choisi celui-là parce qu’il est très facile à reproduire (à condition d’être un peu bricoleur et bien sûr de disposer d’une imprimante 3D). Josh Taylor, le papa du Recreator nous fourni les fichiers 3D et a même fait quelques vidéos pour expliquer le montage et le fonctionnement de la machine.
Il est possible d’obtenir environ 6 à 8 mètres de filament utilisable par bouteille.

Matériel nécessaire
Tout d’abord, il vous faudra récupérer quelques éléments sur une vieille imprimante 3D. Josh utilise une Ender 3 parce qu’on peut assez facilement en trouver d’occasion (comptez une centaine d’euros). Moi, j’ai récupéré les pièces de ma 1ère imprimante 3D. Une Tevo Tornado dont le plateau chauffant (en verre) a fini par casser. Bien sûr, vous pouvez utiliser n’importe quel autre modèle (ou acheter séparément les pièces détachées).
Vous aurez besoin de la carte mère, de l’écran (avec le système de contrôle) et de l’alimentation. Ma Tevo Tornado possédait tout ça dans un boitier séparé, j’ai donc pu le réutiliser très facilement (mais vous, vous devrez peut être l’imprimer).

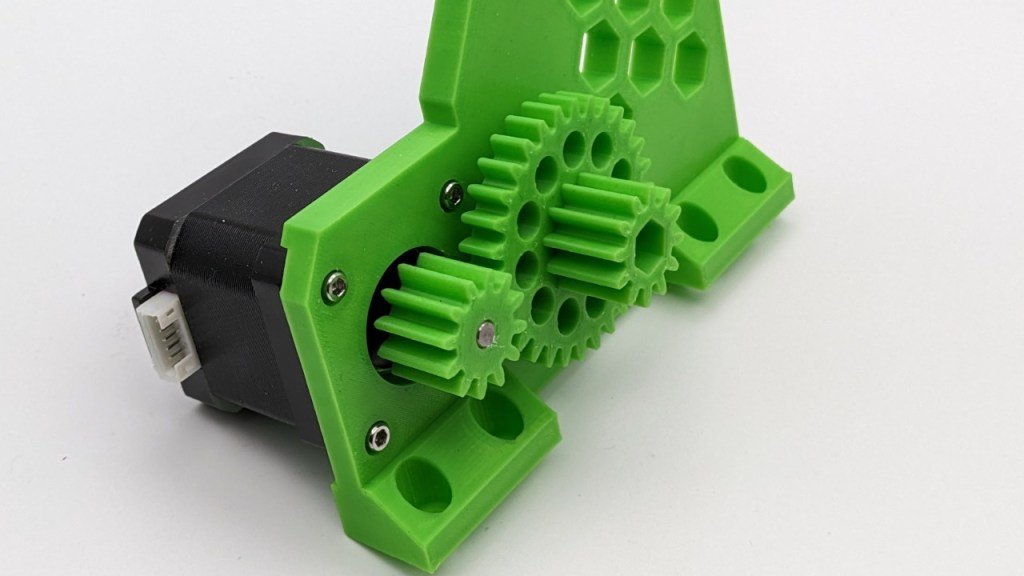
Nous utiliserons aussi un moteur pas à pas. Logiquement, c’est celui de l’extrudeur, mais rien n’empêche d’en utiliser un autre si ça vous arrange.
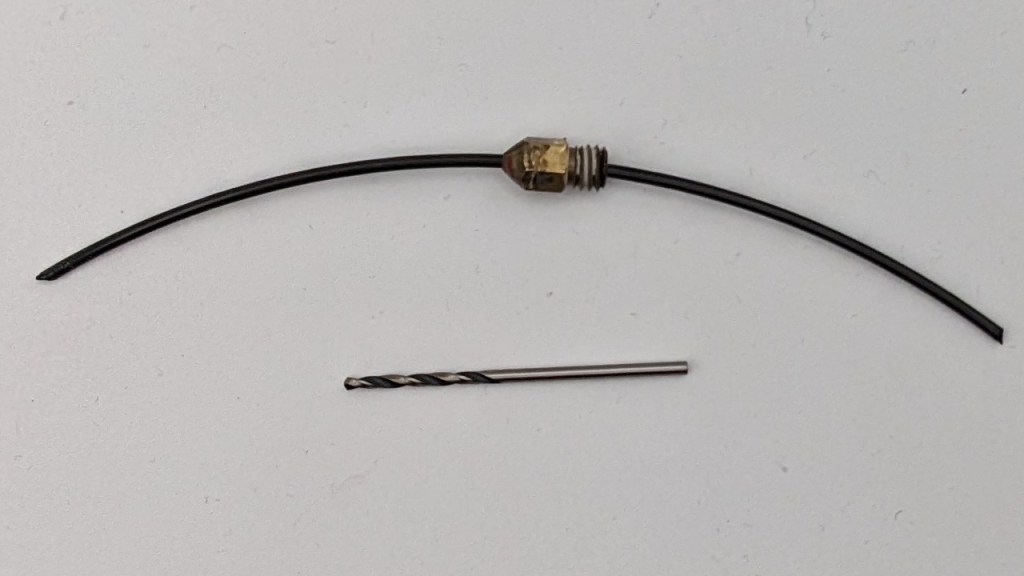
Et la tête d’extrusion (hotend).

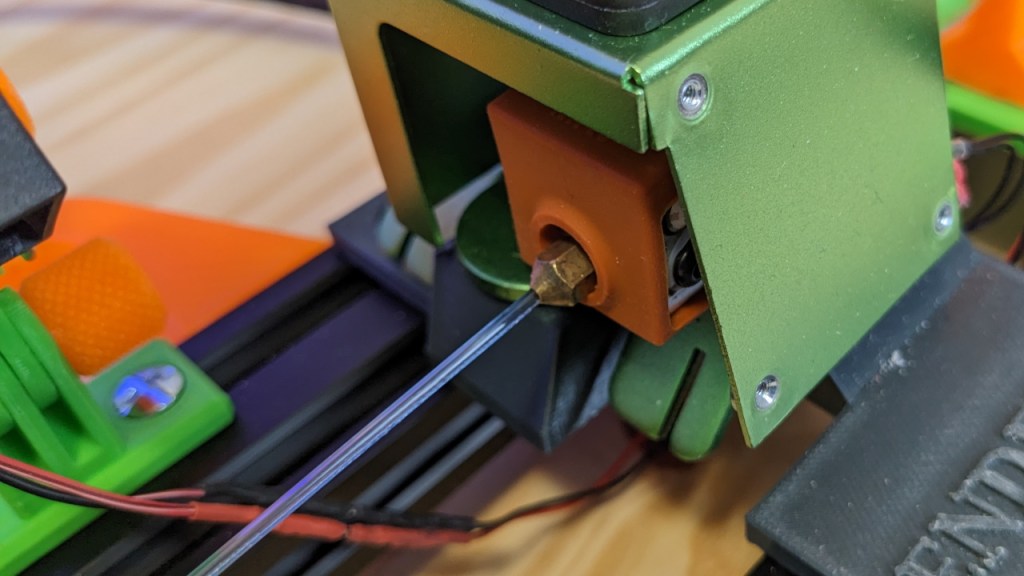
Démontez la buse et agrandissez le trou avec un foret de de 1,7 mm. Vérifiez ensuite avec un morceau de filament qu’il arrive à passer.
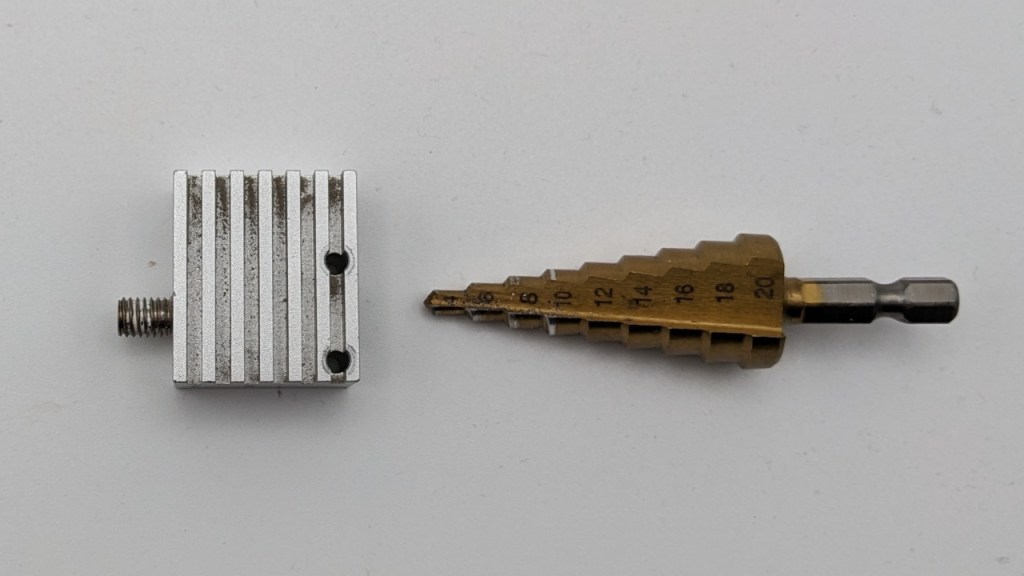
Vous pouvez également en profiter pour agrandir le trou du dissipateur de chaleur pour faciliter le passage du ruban de plastique.
Téléchargez et imprimez les différentes pièces.
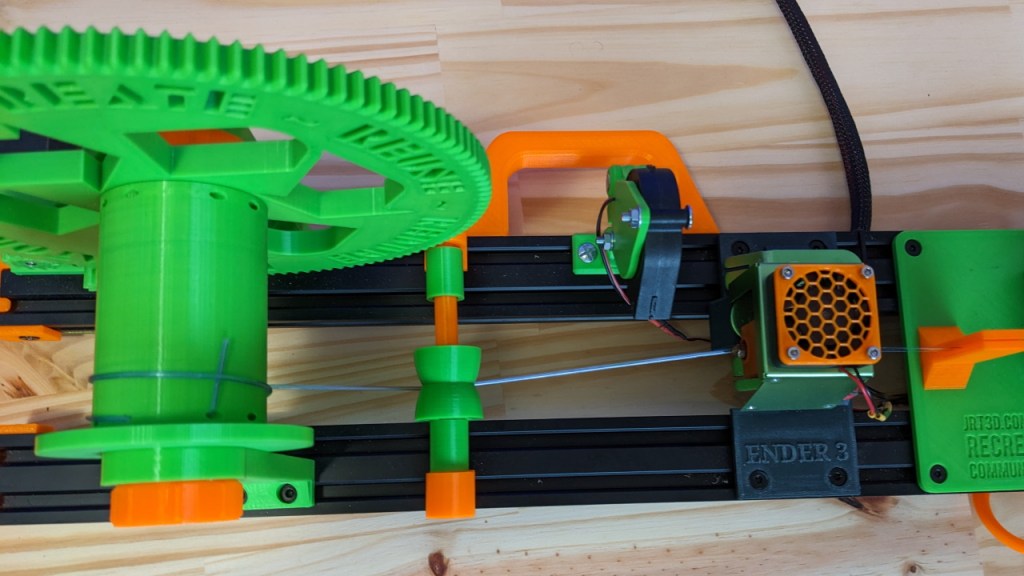
Assemblez ensuite les éléments sur le chassis. Il est constitué de 2 grands profilés allu (20×20 ou 20×40), mais vous pouvez aussi tout visser sur une planche de bois.
Découpage de la bouteille
Pour pouvoir passer à travers la buse (agrandie à 1,75 mm), la bouteille doit d’abord est découpée en ruban.

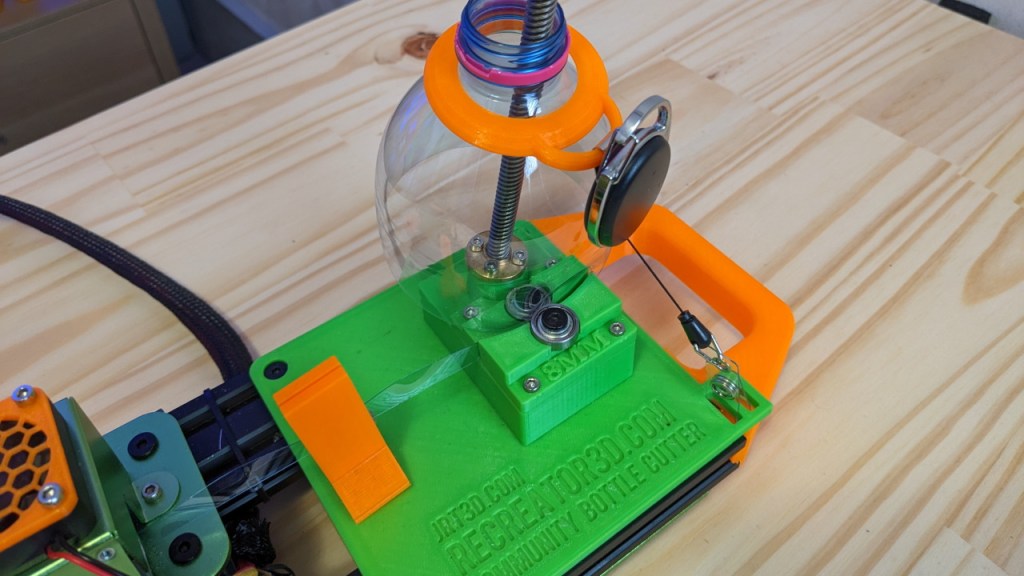
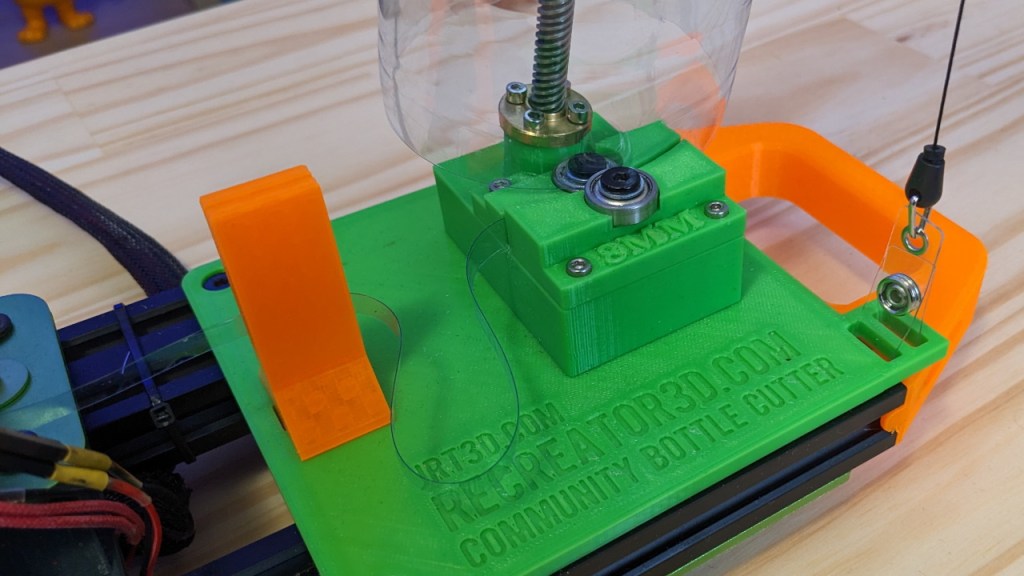
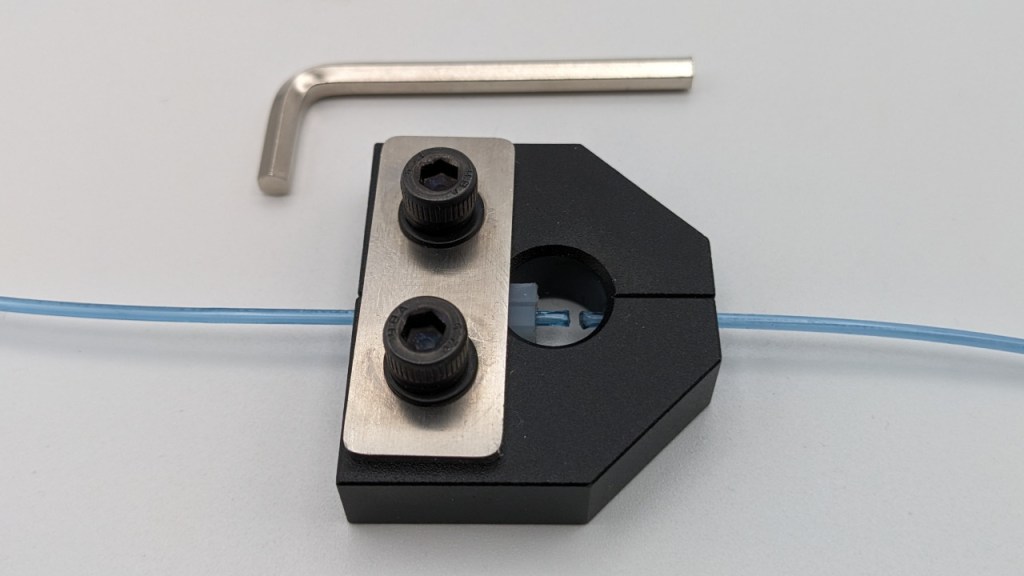
Il serait possible d’utiliser une lame de cutter mais ce système (composé de 2 roulements à billes) est certainement plus efficace. C’est le même principe qu’une paire de ciseaux. Même si au début, j’étais un peu septique, j’en suis finalement très satisfait.
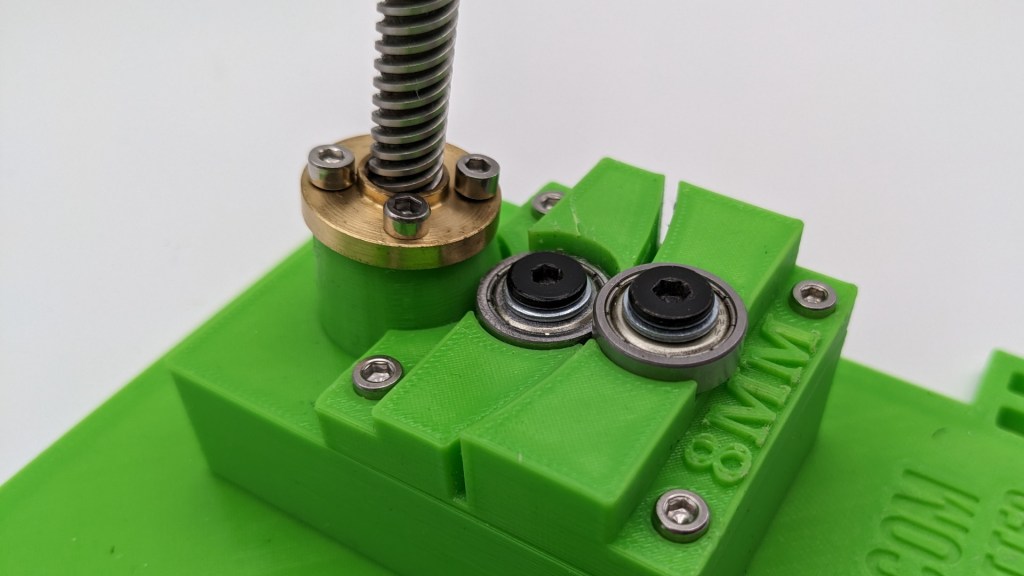
Vous pouvez récupérer des roulements à billes 625ZZ en démontant les roulettes qui accompagnent le déplacement des axes de l’imprimante 3D.

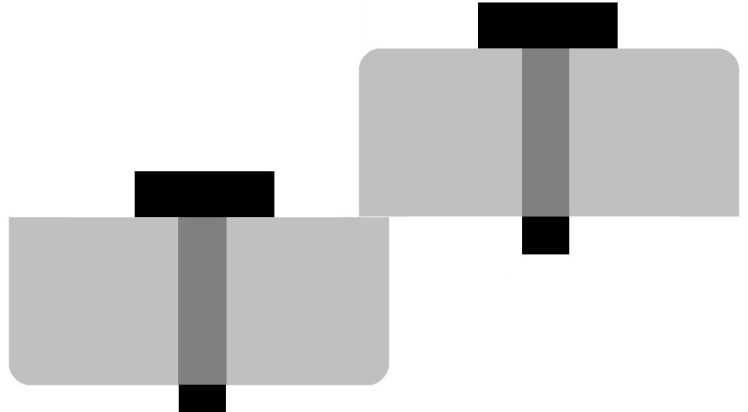
Poncez (légèrement) l’une des faces des roulements à billes pour enlever l’arrondi et placez les faces usinées l’une contre l’autre. Attention, ne poncez pas trop, sinon les roulement ne se toucheront plus. Les vis ne doivent pas être trop serrées (cela empêcherait les roulement de tourner) mais quand même suffisamment pour couper le plastique de la bouteille (lorsqu’un roulement tourne, l’autre doit être entrainé). Il faudra certainement faire quelques essais pour obtenir le serrage parfait (et peut être resserrer de temps en temps).
Dans cet exemple, j’ai choisi de la découper la bouteille en bandes de 8mm.
Mais pour d’autres bouteilles il faudra faire des bandes plus ou moins larges. Josh Taylor conseille dans sa documentation différentes tailles de bandes en fonction de l’épaisseur de votre bouteille.
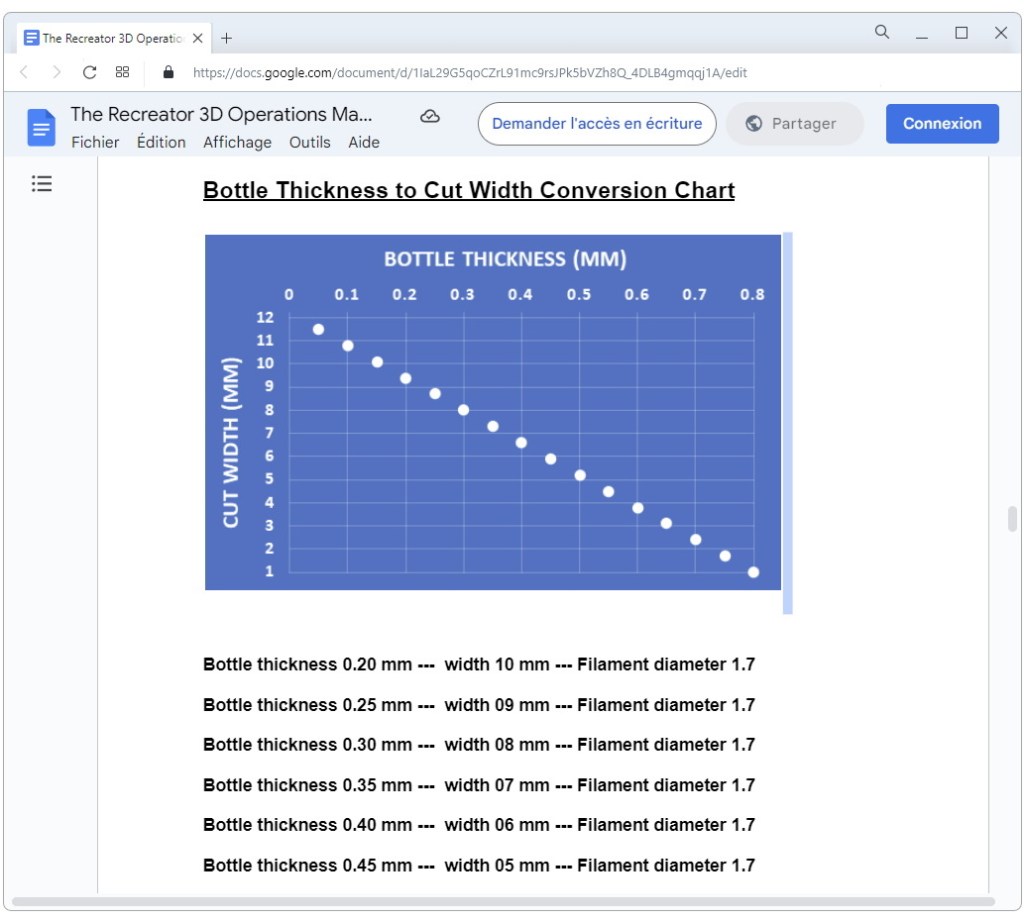
Pour mesurer l’épaisseur, vous pouvez éventuellement utiliser un bon pied à coulisse, mais vous aurez plus de précision avec un micromètre.

Comme les bouteilles sont déformées à chaud (voir un peu plus loin dans l’article), l’épaisseur n’est pas constante. Voilà quand même à titre indicatif les informations que j’ai pu mesurer :
| Bouteilles | Epaisseur | Largeur de bande |
|---|---|---|
| Contrex | 0,18 mm | 9,5 mm |
| Volvic | 0,22 mm | 9,5 mm |
| Pepsi Max | 0,22 mm | 9,5 mm |
| Jus Cranberry (Ocean Spray) | 0,30 mm | 8 mm |
| Schweppes | 0,32 mm | 8 mm |
| Perrier bleu | 0,33 mm | 8 mm |
| Rivella | 0,34 mm | 7 mm |
| Sans Pellegrino | 0,35 mm | 7 mm |
| Badoit rouge | 0,36 mm | 7 mm |
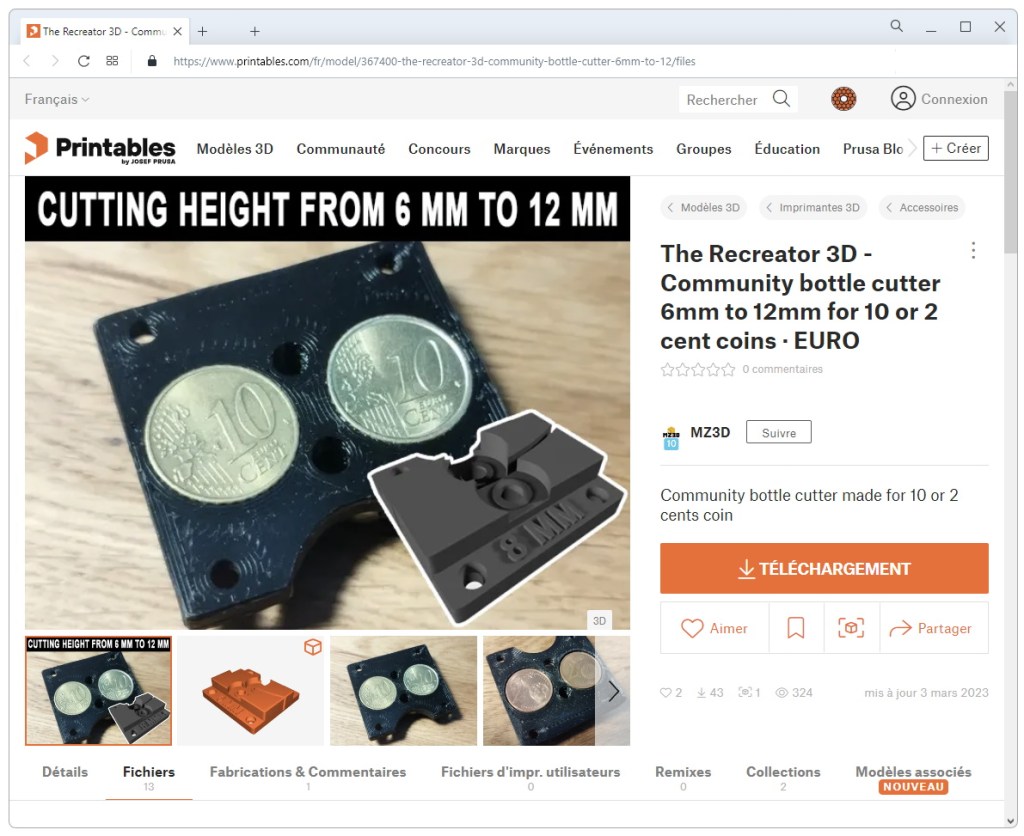
Vous pouvez télécharger différentes tailles de coupe bouteille ici.
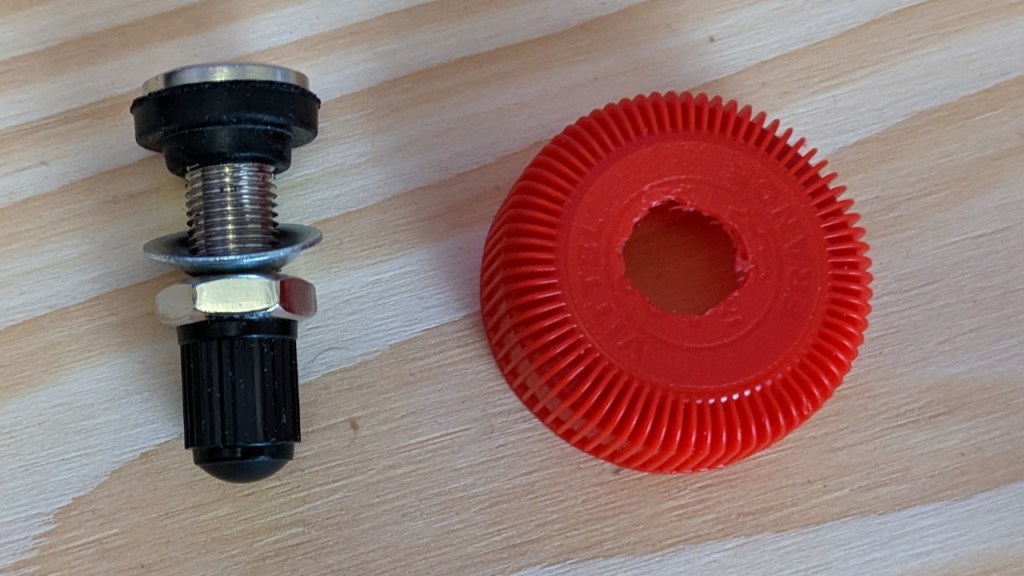
Il faudra ajouter 2 pièces ou rondelles pour protéger le dessous du coupe bouteille (qui autrement serait scié par les frottements du ruban de PET).

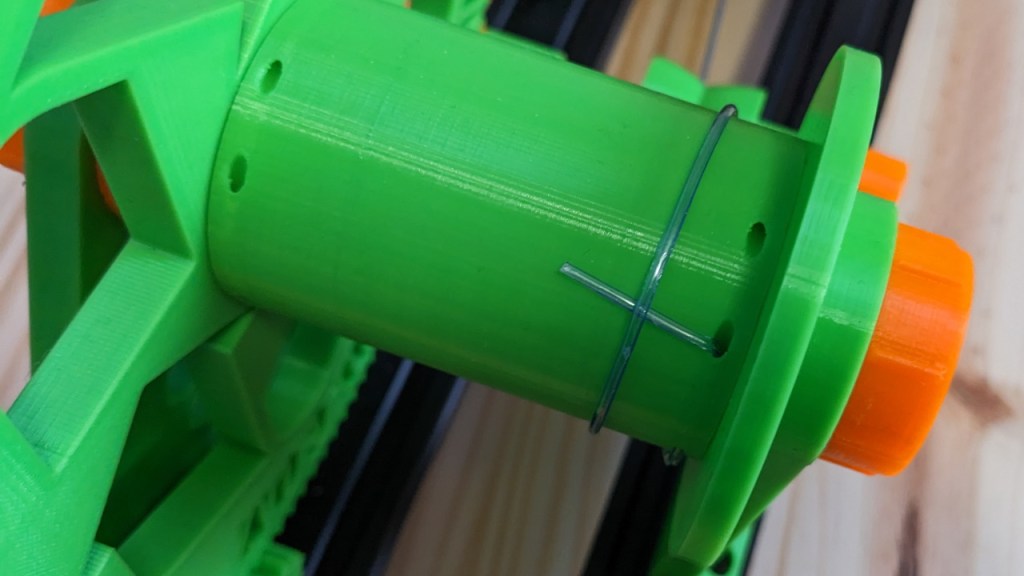
Pour maintenir une tension suffisante sur la bouteille, vous pouvez utiliser un poids ou un porte-clé (ou porte-badge) avec un cable qui s’enroule tout seul. J’ai modélisé un anneau à placer sur la bouteille. Vous le trouverez ici.

Branchements et Firmware
Vous utilisez simplement le firmware et les branchements d’origine de l’ancienne imprimante 3D pour relier les éléments suivants :
- Cartouche chauffante de la buse
- Sonde de température
- Moteur de l’extrudeur
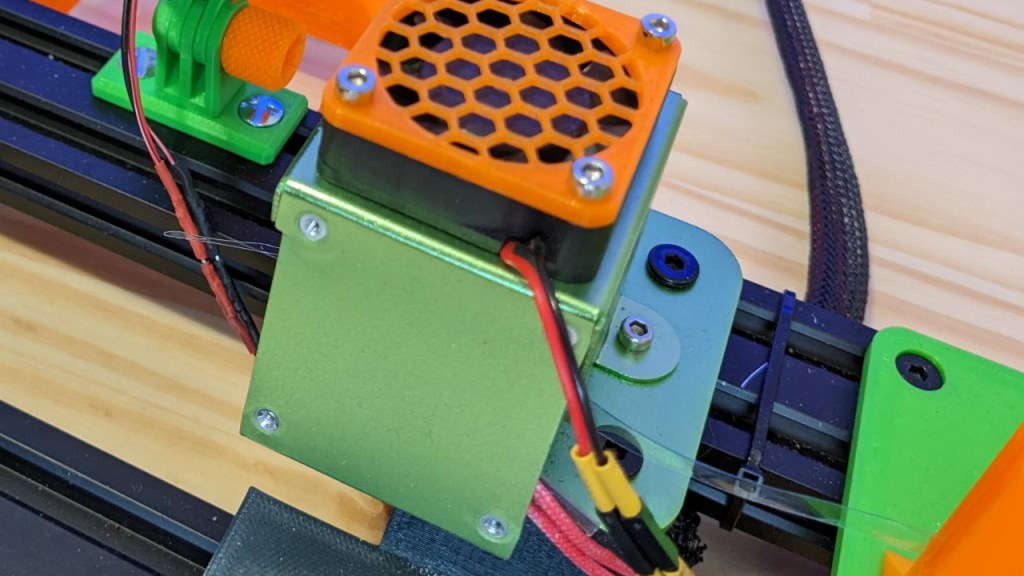
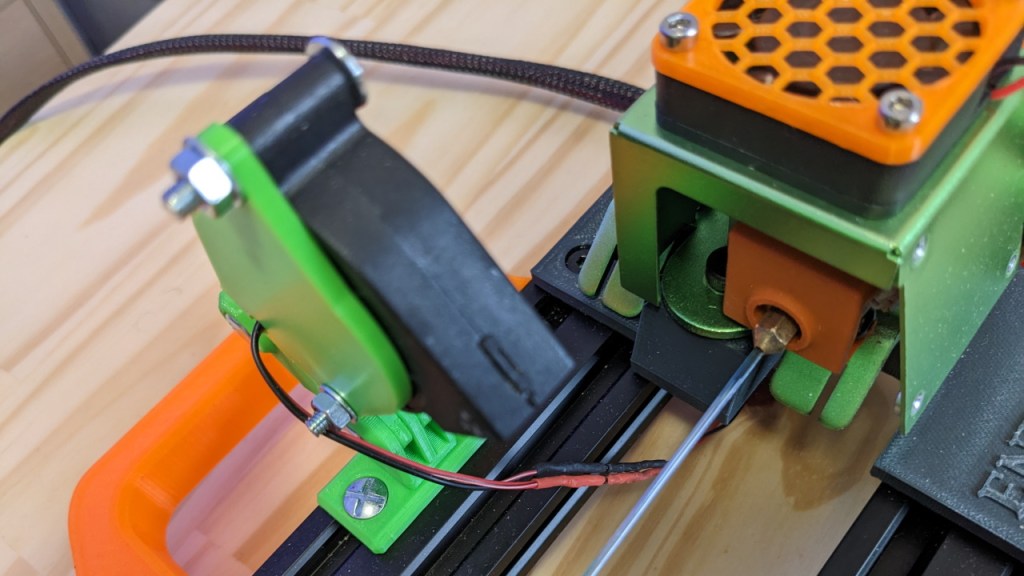
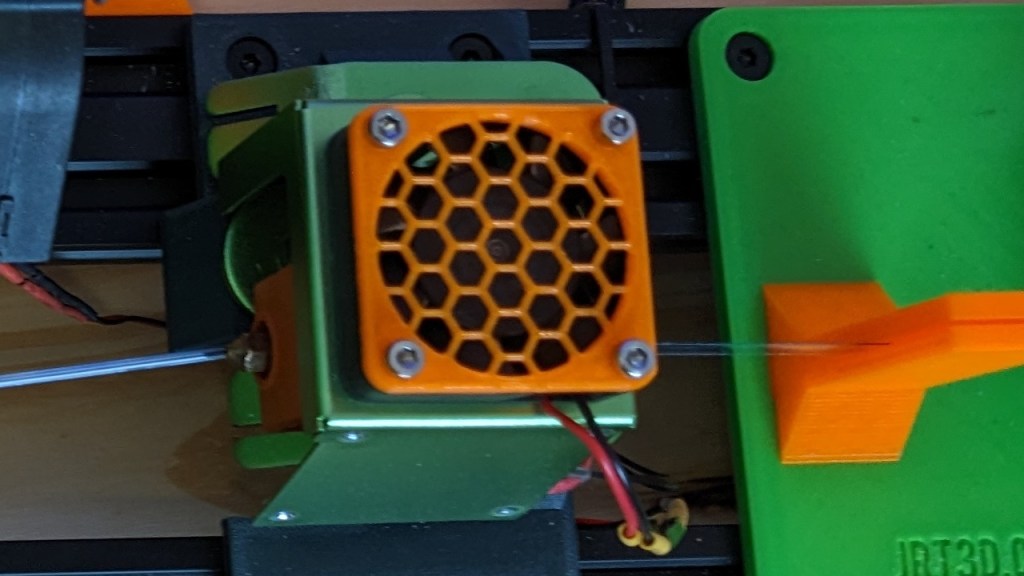
- Ventilateur(s)
Le ventilateur principal sert à refroidir le filament, il sera activé automatiquement par le Gcode. Le second ventilateur (situé au dessus du dissipateur de chaleur) est facultatif. Il ne fonctionne pas pendant la création du filament, mais il m’arrive de l’activer manuellement pour accélérer le refroidissement de la buse.
Gcode
Le fichier de Gcode est un simple fichier texte. Il contient toutes les instructions que la machine doit exécuter. Vous pouvez l’ouvrir et le modifier avec votre éditeur de texte préféré.
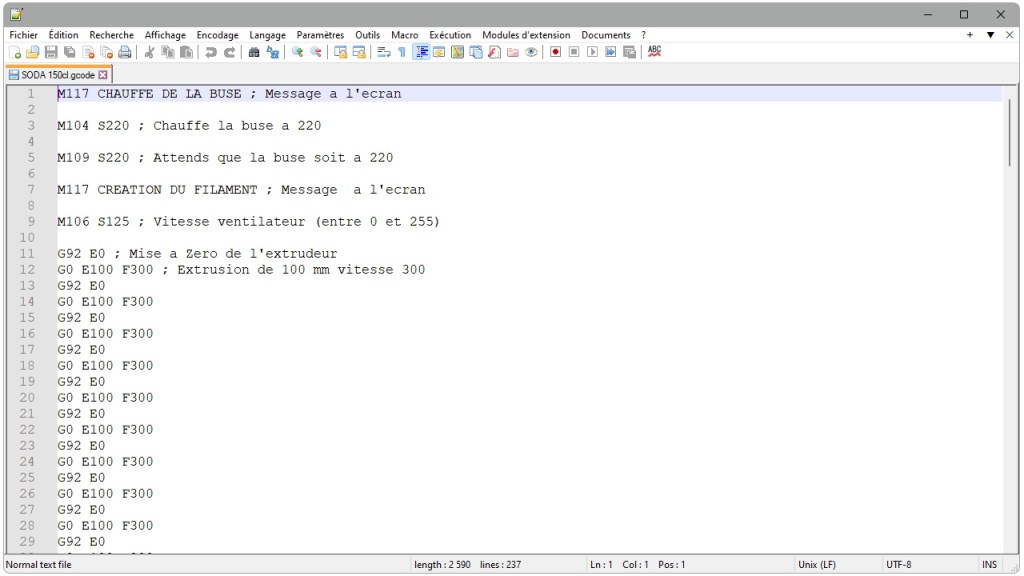
Voilà un exemple de Gcode, à vous de le personnaliser en fonction de vos besoin (le texte après le point virgule est un commentaire, il sera ignoré par la machine).
M117 CHAUFFE DE LA BUSE ; Message a l'ecran
M104 S210 ; Chauffe la buse a 210 (ou 220)
M109 S210 ; Attends que la buse soit a 210 (ou 220)
M117 CREATION DU FILAMENT ; Message a l'ecran
M106 S120 ; Vitesse ventilateur (entre 0 et 255)
G92 E0 ; Mise a Zero de l'extrudeur
G0 E100 F300 ; Extrusion de 100 mm vitesse 300
G92 E0
G0 E100 F300
G92 E0
G0 E100 F300
G92 E0
G0 E100 F300
G92 E0
;
; Repetez ces 2 lignes une centaine de fois pour une bouteille de 150 cl
;
G0 E100 F300
G92 E0
G0 E100 F300
G92 E0
M300 S440 P200 ; Beep (440 Hz, 0.2 sec)
M104 S0 ; Arret de la buse
M106 S0 ; Arret ventilateurLes lignes G92 E0 et G0 E100 F300 doivent être répétées une centaine de fois pour une bouteille de 1,5 litres.
Préparation de la bouteille
Dévissez le bouchon, percez le bouchon proprement (ne faites pas comme moi) et vissez dans le trou une valve de chambre à air.
Retirez l’étiquette (enlevez éventuellement les traces les traces de colle au white spirit) et mettez la bouteille légèrement sous pression.

Chauffez la bouteille avec un décapeur thermique (ou au dessus d’une cuisinière à gaz) en la faisant sans cesse tourner sur elle même pour éliminer les plus grosses irrégularités.

Laissez refroidir la bouteille pendant quelques minutes (pour que le plastique conserve la forme), dégonflez là, découpez le fond et essuyez l’intérieur.

Fabrication du filament
Découpez avec les ciseaux une bande de autour de la bouteille et installer là dans le coupe bouteille. Tirez le ruban en vérifiant que la bouteille continue à se découper automatiquement.
Découpez une toute petite bande sur 4 cm et agrandissez là progressivement jusqu’à la taille normale du ruban.

Insérez la bande dans le système de chauffe (on n’y arrive pas toujours du 1er coup). Attention la température de la buse ne doit pas dépasser 50° (sinon le plastique risque de se racornir). Lorsque la buse est chaude, j’active le ventilateur pour accélérer le refroidissement.
Faites chauffer la buse à 210° en maintenant le petit bout qui dépasse avec une pince pour l’empêcher de se rétracter. Ensuite, tirez lentement le filament avec la pince.
Lorsque la longueur est suffisante, insérez le filament dans un des trous de la bobine.

Maintenez le filament avec le pouce.

Et lancez l’exécution du Gcode stocké sur la carte SD (comme si vous imprimiez n’importe quel objet).

Coincez le bout qui dépasse sur le nouveau filament (au bout d’un tour il est suffisamment fixé).
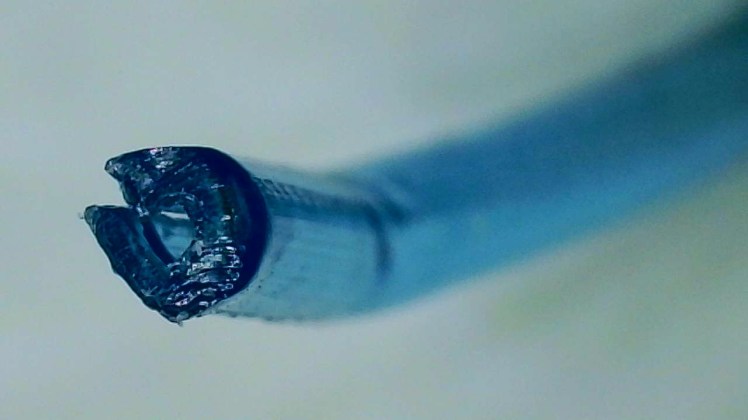
Je pense que vous avez compris le principe, le ruban passe dans le dissipateur de chaleur et dans la buse agrandie à 1,7 mm (et chauffée à environ 210°).

Sous l’effet de la chaleur, le PET se ramolli et comme il est pris dans un entonnoir, il se replie pour passer dans la buse.
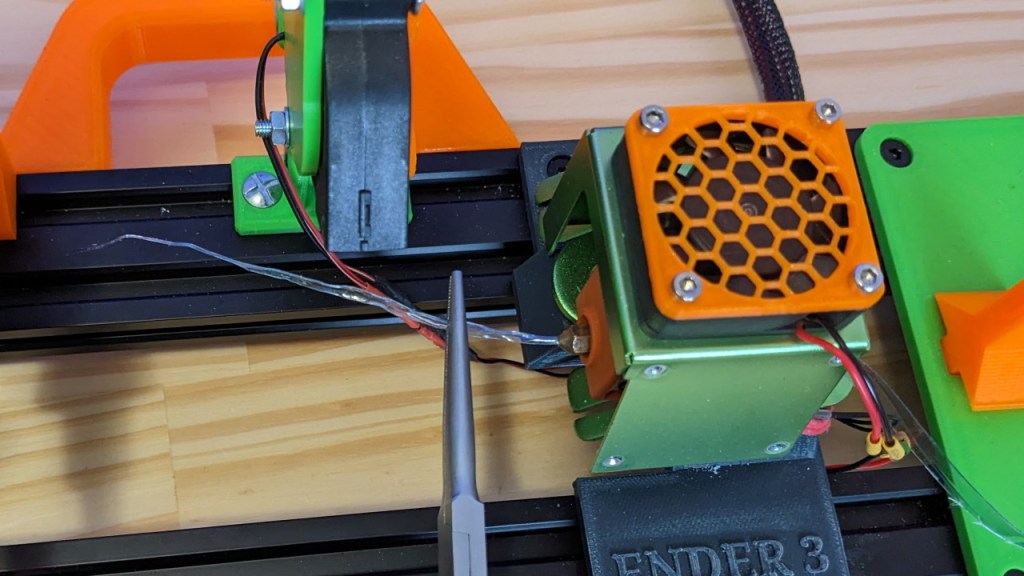
Pour refroidir le filament j’ai conçu un support « GoPro » pour ventilateur radial. Si cela vous intéresse, le fichier STL est ici.
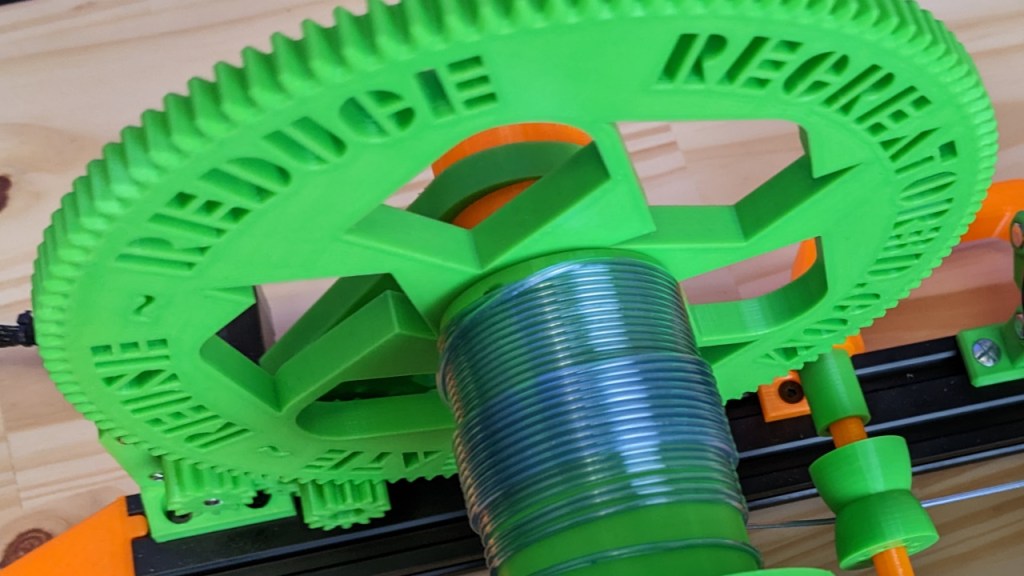
Le moteur fait lentement tourner la bobine pour tirer le nouveau filament qui sort de la buse et s’enroule petit à petit.
Environ 1/2 heure plus tard, vous obtenez une mini bobine de filament de 6 à 8 m (suivant la taille de la bouteille et l’épaisseur des bandes).

Petits problèmes mécaniques
Même si dans l’ensemble tout s’est plutôt bien passé, j’ai quand même rencontré quelques difficultés lors de mes tous premiers tests.
La grande roue crantée a tendance à se dévisser de temps en temps. Finalement, je l’ai collée à la bobine de filament mais pour résoudre le problème de façon plus élégante, il faudrait plutôt fusionner les 2 pièces avant l’impression (ou alors inverser le sens du filetage).
Au bout d’un moment, la tige de tension (imprimée comme toutes les autres pièces en PLA) s’est cassée, je l’avais imprimée verticalement avec un remplissage de seulement 15 %. Je l’ai donc réimprimée à plat en augmentant un peu la température (215° au lieu de 210°) et le pourcentage de remplissage à 50% (j’ai aussi lubrifié l’axe avec un peu de graisse).

Au début, je découpais seulement des bandes de 8 mm. Mais quand la paroi de bouteille est épaisse, c’est beaucoup plus difficile de la faire passer dans la buse, on sent que la machine souffre. Alors j’ai adapté la largeur des bandes en fonction de l’épaisseur (j’en ai parlé tout à l’heure). J’ai aussi augmenté la température à 220° pour les bouteilles de soda et ajouté cette amélioration qui utilise un roulement à bille sur l’axe de la bobine de filament.
Tests d’impression
Les bouteilles sont fabriquée en PET. Le PETG que l’on utilise couramment en impression 3D c’est aussi du PET auquel on a ajouté un peu de glycol (le G de PETG). Cet additif lui le rend plus facile à imprimer, car il abaisse son point de fusion et l’empêche de se cristalliser.
Heureusement, Josh nous donne ses paramètres d’impression :
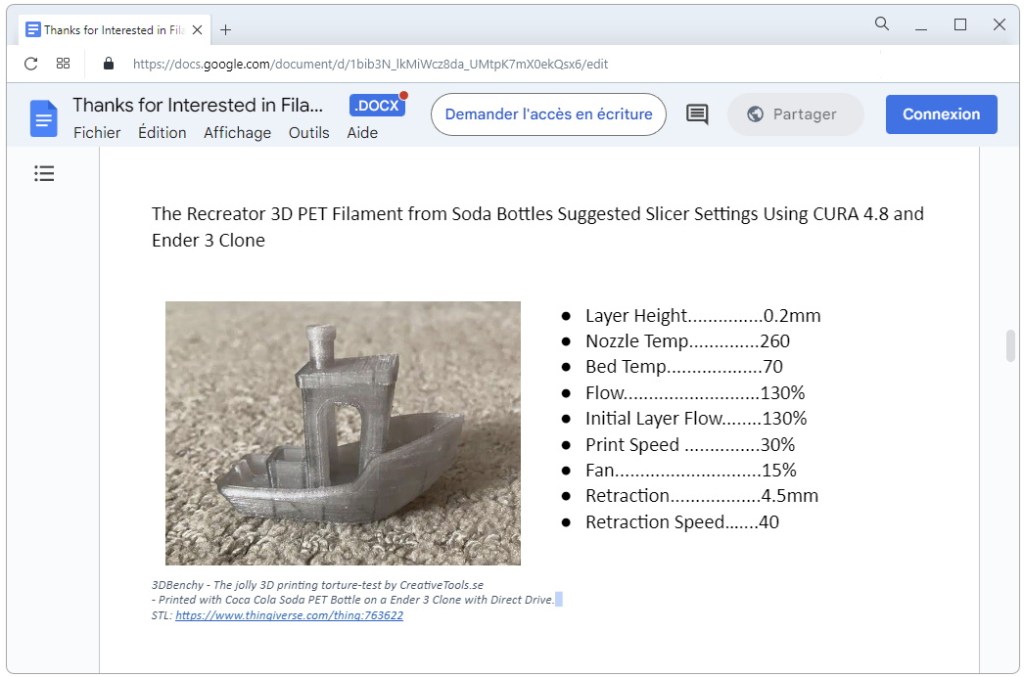
La température d’impression du PET est d’environ 260°. Mais il a très peu de marge de manœuvre. Si le plastique est trop froid, il ne fondra pas suffisamment et vous aurez des problèmes d’adhésion entre les couches. Mais si le PET chauffe trop ou s’il stagne trop longtemps dans la buse, il pourrait se cristalliser (et peut être boucher la buse).
Bien qu’il possède à peu près le même diamètre qu’un filament classique, le PET recyclé est creux, il faut donc compenser le manque de matière en surextrudant à environ 130% (n’hésitez pas à adapter ce paramètre en fonction des résultats obtenus).
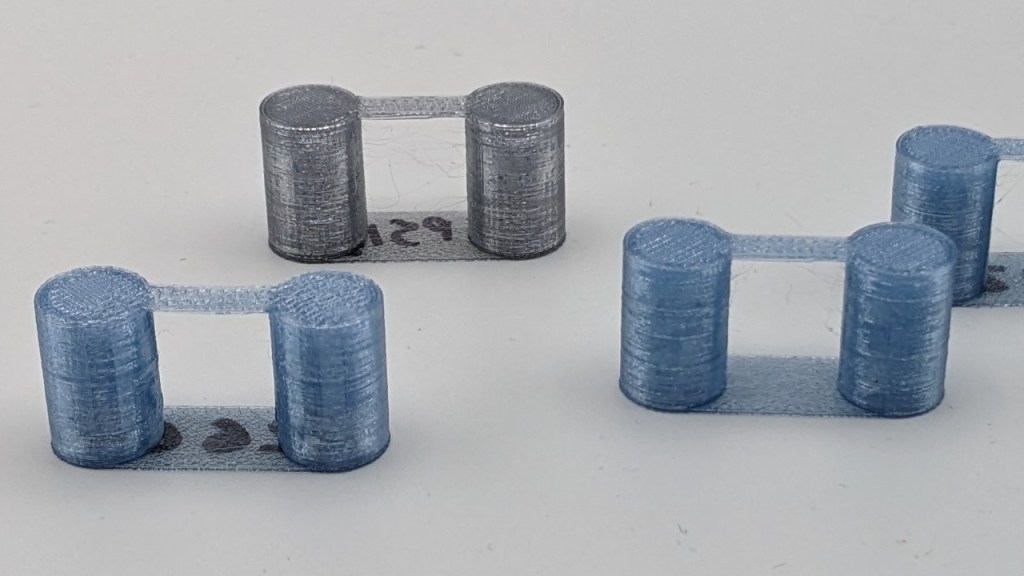
J’ai commencé par imprimer quelques petites tours de test parce que c’est beaucoup plus rapide qu’un Benchy pour tester le comportement d’un plastique inconnu (en faisant varier la température et la rétraction). Mais même en variant un peu quelques paramètres, je n’ai pas constaté beaucoup de différences. Les ponts sont parfait, il y a quelques petits cheveux d’ange mais ça reste acceptable (je ne pense pas qu’il soit possible de les éliminer complètement).
Ensuite, j’ai continué avec quelques Benchy. Ça ne se voit pas trop sur les photos, mais j’ai eu un peu de cristallisation sur le haut des cheminées (et toujours des cheveux d’anges très fins). Sinon, la qualité est très bonne.

J’ai aussi imprimé ces jolies petites grenouilles.

Pour de petites impressions, une petite bobine (de 6 à 8 m) suffit, mais il faut trouver une solution pour utiliser les chutes et imprimer de plus gros objets. J’ai essayé de surveiller l’impression et d’insérer le nouveau filament à la suite, mais ça ne fonctionne pas très bien s’il y a des rétractions au mauvais moment.
Alors, j’ai testé ce soudeur de filament, mais ce n’est pas facile d’obtenir une soudure vraiment solide (il y a aussi un risque qu’un coude se forme au moment de l’enroulement du filament et que la soudure, qui est plus rigide ne se casse plus tard).
Finalement, j’ai obtenu de bien meilleurs résultats en faisant simplement confiance à mon imprimante (Prusa I3 MK3S+). J’ai imprimé normalement en comptant sur le détecteur de fin de filament pour interrompre l’impression et de changer de bobine lorsque c’est nécessaire. Ça fonctionne très bien, à condition d’attraper avec une pince l’excédent de filament qui s’écoule de la buse au moment du changement.
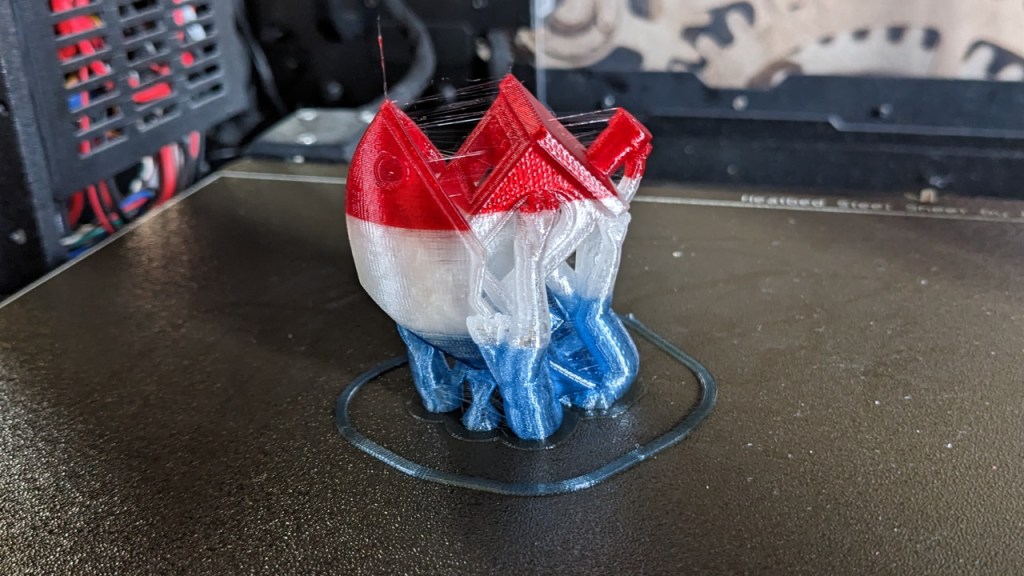
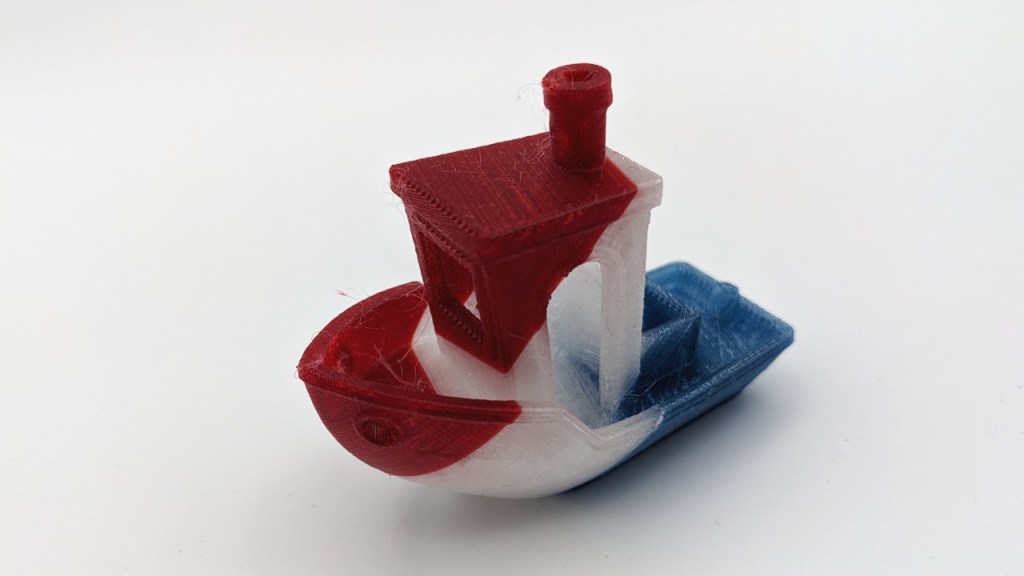
J’ai utilisé cette méthode pour faire un Benchy tricolore. J’étais très fier du résultat, mais mon fils (de 16 ans) m’a « gentiment » fait remarquer que ça ne ressemble pas du tout au drapeau français parce que les couleurs ne sont pas dans le bon sens.

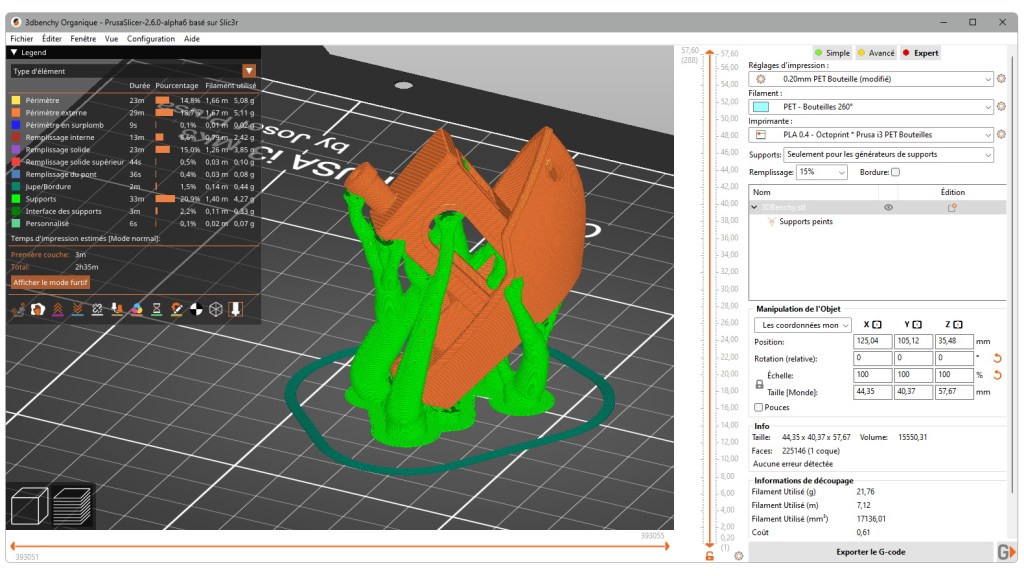
Pour avoir des rayures verticales, il faudrait faire pivoter le Benchy et ce qui nécessite l’utilisation de supports. Cependant, le PETG ne se comporte pas très bien avec les supports, ils ont tendance à adhérer à la pièce et laissent souvent des marques. Alors, j’ai décidé de tester les supports organiques, une toute nouvelle fonction de Prusa Slicer. A l’heure où j’écris ces lignes, cette option est encore en phase de test, il faut donc télécharger la version Alpha de Prusaslicer mais elle sera certainement intégrée à la prochaine version release.
Et voilà le résultat après 2 changements de couleur…
Les supports s’enlèvent très facilement et j’ai un beau Benchy tricolore. Mon charmant petit bambin m’a fait remarquer que les bandes ne sont pas vraiment verticales, mais je lui ai répondu qu’il ferrait mieux ranger sa chambre plutôt que de critiquer le travail de son pauvre père…
Conclusion
Bien sûr, la matière première est gratuite, mais si on compte le temps passé à fabriquer seulement quelques mètres de filament par bouteille, je ne pense pas que cette activité soit économiquement rentable. Une bobine d’un kilo de PLA ou PETG ne coute quand même pas si cher que ça.
Par contre, si la démarche écologique vous intéresse, si vous souhaitez faire découvrir le recyclage à des élèves (ou aux visiteurs d’un fablab) ou si comme moi vous voulez simplement vous amuser à fabriquer du filament à partir de vieilles bouteilles, alors je vous invite à reproduire cette machine.

Ca c’est chouette. En plus les bouteilles de soda sont en PET, et c’est pas mal pour imprimer un capot d’antenne GPS de Makerbook 😉
J’aimeJ’aime
Mais oui Fred, pourquoi pas ?
J’aimeJ’aime
bonjour, je voudrais reproduire cette machine , je suis novice dans ce domaine; je possède une under 3s-1 et utilise fusion 360 et cura comme sliceur ;ou peut-on trouvé les cotes pour modélisé ou le gcode . merci
cordialement
J’aimeJ’aime
Bonjour, j’ai mis à la fin de l’article tous les liens pour télécharger les fichiers 3D nécessaires et j’ai aussi expliqué (un peu avant) comment concevoir le Gcode.
J’aimeJ’aime
bonjour ;jais trouvé et télécharger les fichiers ,merci pour l’attention ,je pense revenir vers vous pour partager cela et éventuellement plus info sur la partie électro.
J’aimeJ’aime
Bonjour, j’ai deux mains gauches et j’aimerai savoir combien vous prendriez pour me réaliser un exemplaire en rouge et noir, aux couleurs de mon club de rugby favori.
J’aimeJ’aime
Bonjour,
Je vous remercie pour cette proposition mais je n’aurai malheureusement pas le temps de faire cela.
Vous devriez peut être demander à quelqu’un du groupe Facebook : https://www.facebook.com/groups/recreator3d
J’aimeJ’aime
Super article ! Très complet.
J’aimeJ’aime
Incroyable ce tuto merci beaucoup pour votre travail !
J’aimeJ’aime
Merci pour ce bel article, très inspirant. Comment peut on faire sans utiliser déjà posséder de pièces d’imprimantes usagées?
Par avance merci,
J’aimeJ’aime
Merci pour ces encouragements. ☺️
Pour répondre à ta question, il est possible de trouver une imprimante 3D hors service sur un site comme Ebay mais tu peux aussi acheter les pièces séparément (par exemple sur Aliexpress).
J’aimeJ’aime