Je suis très content de mes imprimantes PRUSA (MK3 et MK4). Elles sont fiables et robustes mais les impressions monochromes sont un peu tristounettes, j’ai donc eu envie de tester l’extension MMU3 (Multi Material Upgrade 3), qui permet d’imprimer en alternant jusqu’à 5 filaments.
Historique du MMU
Je n’ai pas testé les MMU précédents mais sur les forums de nombreux utilisateurs semblaient déçus, il n’était pas rare de les retrouver sur le sites de vente d’occasion (comme Ebay) :
- Le MMU1 utilisait quatre extrudeurs distincts pour alimenter la buse.
- Le MMU2 conservait l’extrudeur de la MK3 (à entraînement direct) mais possède une unité qui gère l’alimentation des 5 filaments.
- Le MMU2S est une amélioration (du MMU2) avec l’ajout d’un capteur de filament IR (la sonde F.I.N.D.A.).

Le MMU3 resemble beaucoup aux MMU2 et MMU2S mais le firmware a été réécrit à partir de zéro et de nombreuses pièces ont été améliorées. Désormais, les messages d’erreur s’affichent sur l’écran de l’imprimante, alors qu’avant il fallait interpréter les séquences de clignotement de LED en se plongeant dans la documentation. D’après PRUSA : « la nouvelle unité est plus robuste, plus fiable et beaucoup plus facile à utiliser« .
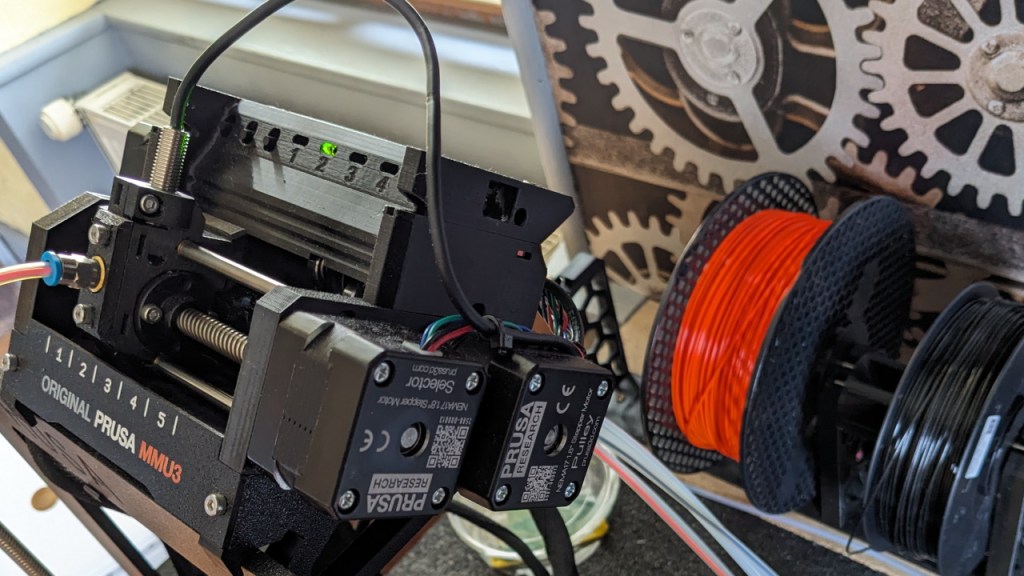
Montage
Le MMU3 est vendu à 329 € sous forme de kit. Vous pouvez imprimer vous-même les pièces en plastique (c’est l’option que j’ai choisie) ou les acheter sur le site de Prusa (pour 40,00 € de plus).
Le montage ne présente pas de réelles difficultés. Comme d’habitude tout est extrêmement bien expliqué dans la documentation.
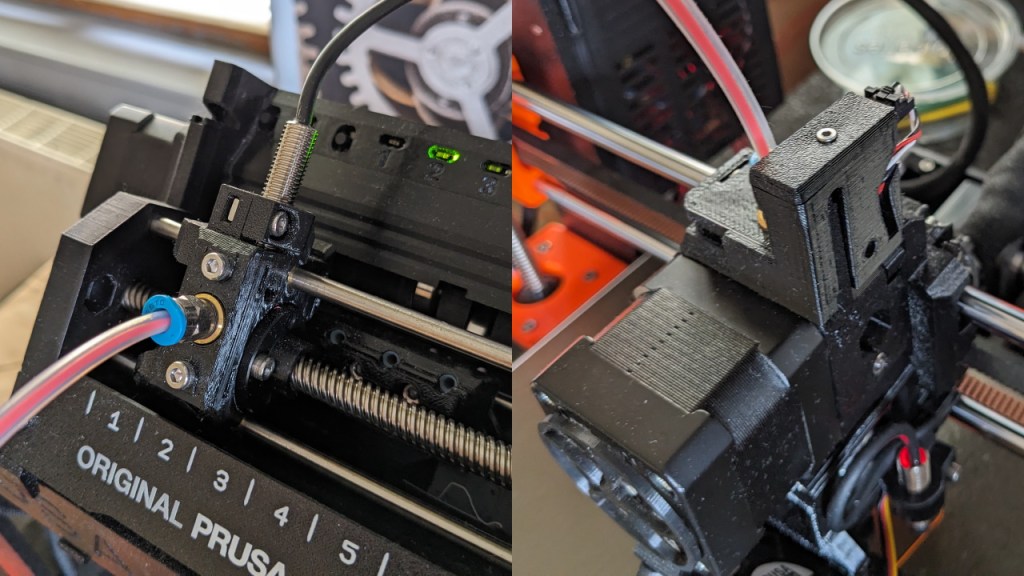
Après quelques essais, j’ai remarqué que le filament avait parfois tendance à remonter au dessus du buffer, j’ai donc fusionné les 2 Plate-holder du dessus en faisant cette grille hexagonale. Si la modification vous intéresse, vous pouvez télécharger la pièce ici.

Principe de fonctionnement
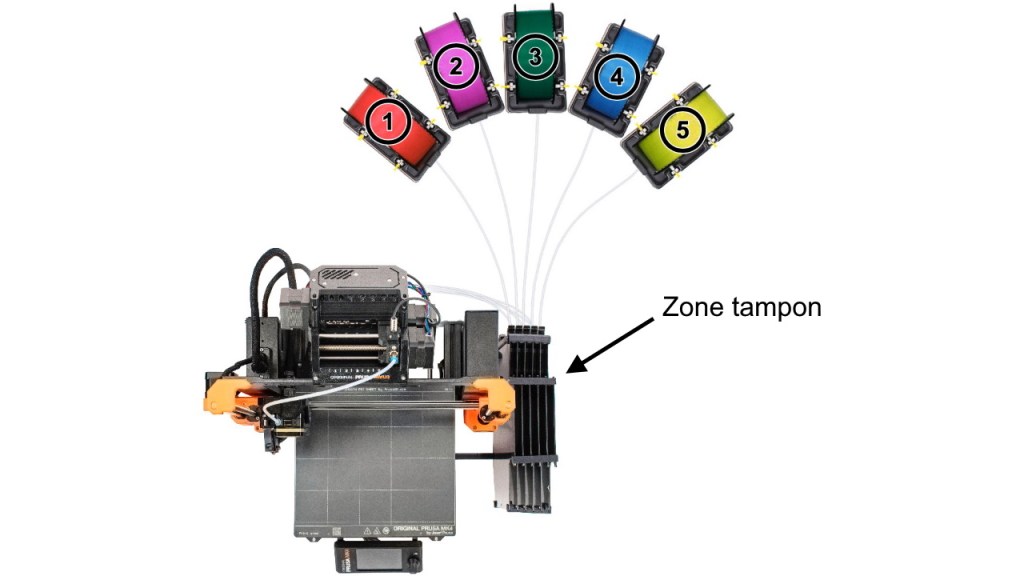
Le MMU fonctionne comme un aiguillage, il s’occupe d’envoyer à chaque étape le bon filament dans l’extrudeur.

Ensuite, le filament recule, il est stocké dans une zone tampon (buffer) afin d’éviter qu’il s’emmêle et le suivant est envoyé à son tour dans l’extrudeur.
Comme il reste toujours un peu de plastique dans la buse, à chaque changement de couleur l’imprimante doit purger le filament en faisant une tour de nettoyage (ou tour de purge). Il est possible de jouer sur les paramètres d’impression pour modifier la taille ou l’emplacement de la tour. Mais elle est inévitable pour éviter les coulures de filament sur la pièce s’assurer que la pointe de filament soit bien nette avant de l’éjecter (pour éviter les fils d’ange dans l’extrudeur et le tube PTFE).
Premier test
Pour commencer, j’ai choisi d’imprimer le porte-clés Filly the PrusaSlicer assistant. Ce n’est pas spécialement un objet qui m’intéresse mais il est rapide à imprimer (1 h 26) et il utilise les 5 bobines de filament (ce qui permet de vérifier que tout fonctionne correctement). En plus, le fichier G-Code est fourni, s’il y a des erreurs, elles proviendront forcement d’un problème matériel (montage ou réglages de imprimante) et non du modèle ou des paramètres utilisés dans PrusaSlicer.

Ajustement du volume de purge
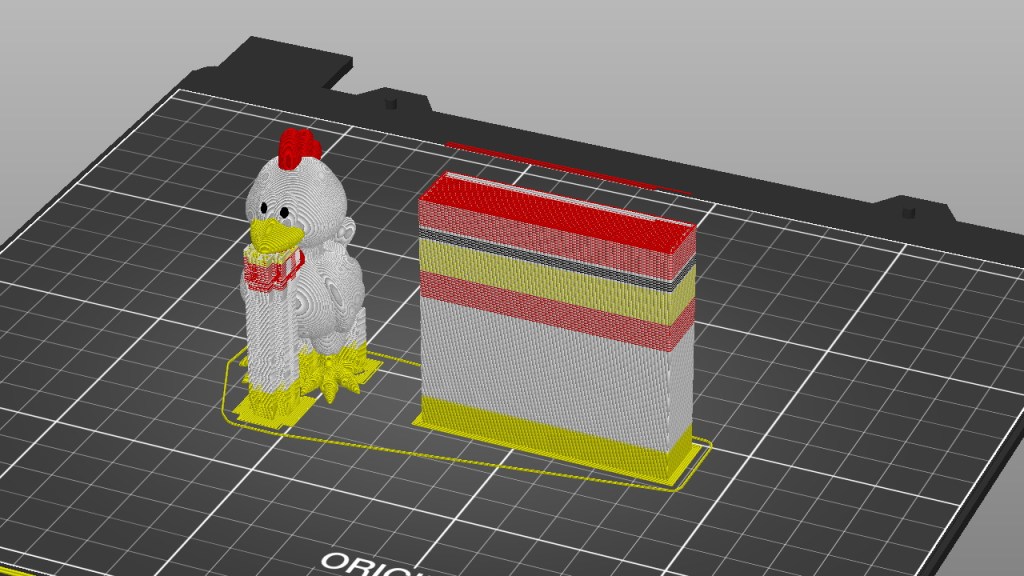
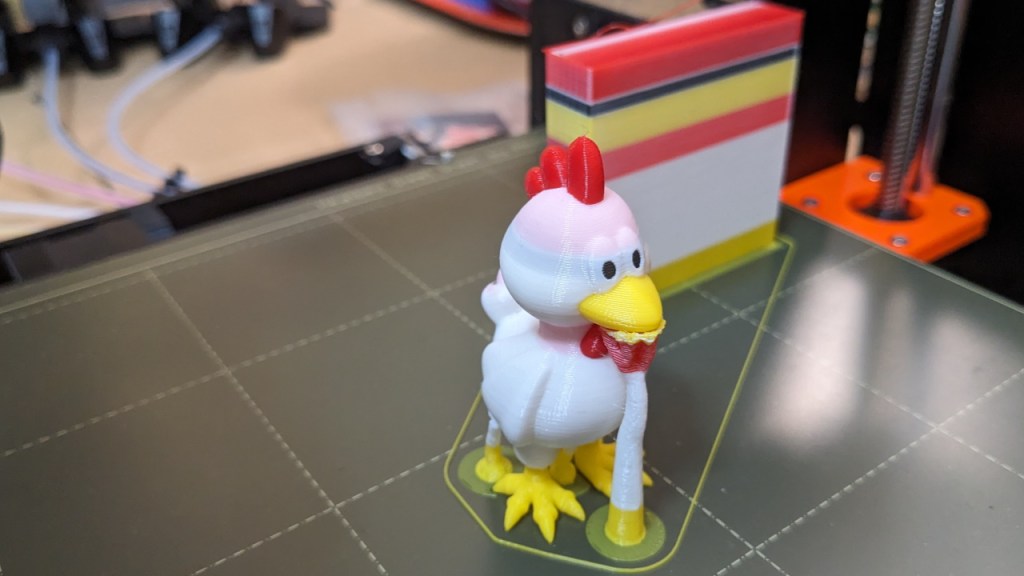
Ensuite, j’ai essayé d’imprimer Ardui, la mascotte de mon blog. J’ai simplement colorié la pièce avec PrusaSlicer.
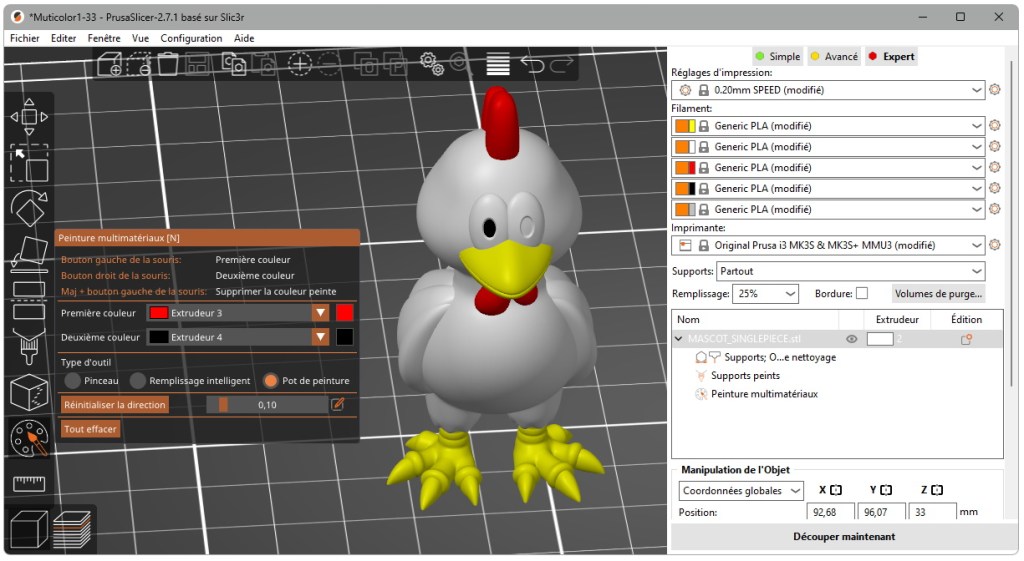
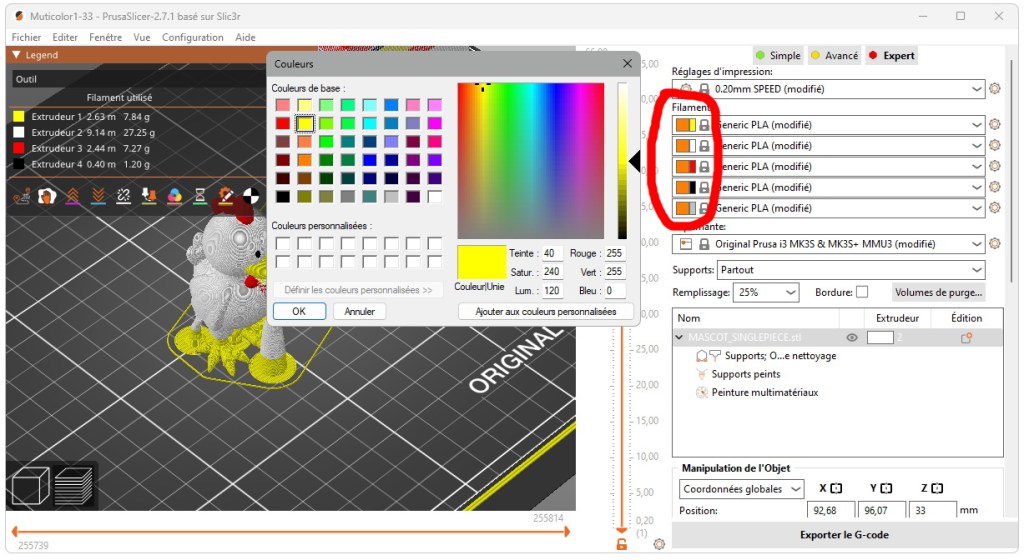
C’est très intuitif, mais je vous conseille de modifier les couleurs affichées (en cliquant sur les différents filaments), cela facilite énormément le coloriage.
L’impression de cette figurine (de moins de 7 cm) en couleur a été 3 fois plus longue qu’en monochrome (4 h 30 au lieu de 1h30). Il a fallu 4 m de filament de différentes couleurs pour imprimer le poulet et 10,5 m pour la tour de purge (avec 122 changement de couleurs).
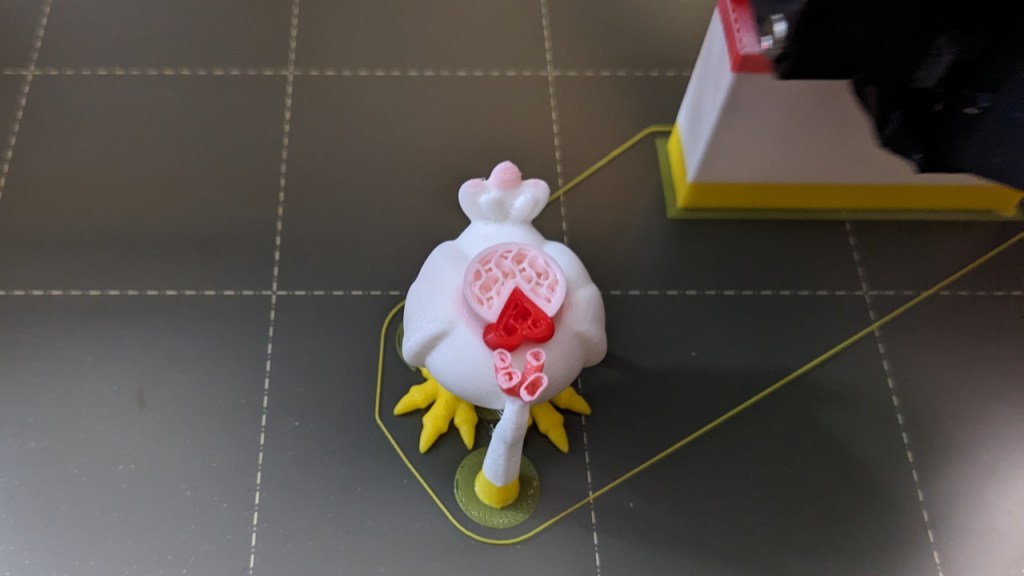
Malheureusement, j’ai fait une erreur en utilisant les paramètres par défaut. J’aurais dû me soucier du volume de purge des différents filaments.
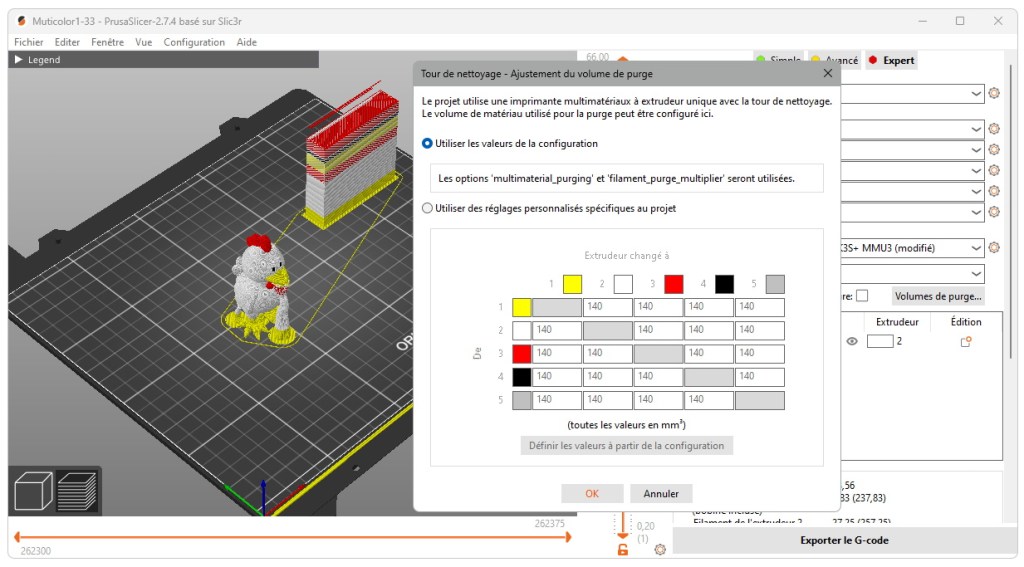
Parce que le rouge et le noir ont bavé sur le blanc.
Il faut purger plus longtemps la buse pour obtenir une couleur claire (comme le blanc). Bien sûr, cela gaspille plus de filament mais il est possible de compenser un petit peu en purgeant moins longtemps avant une couleur foncée (comme le noir). Quand on fait de la peinture, c’est le même principe (mais là, le mélange se fait dans la buse).
Bien sûr, le manuel du MMU3 aborde ce problème (j’aurais peut être dû le lire plus attentivement mais j’étais impatient de tester le MMU). Il conseille les valeurs suivantes :
| Couleur | Déchargement | Chargement |
| Noir | 100 | 60 |
| Blanc | 70 | 100 |
| Jaune | 80 | 80 |
| Gris | 70 | 70 |
| Filament très brillant | 90 | 70 |
| Filament soluble (supports) | 120 | 100 |
Alors j’ai testé des volumes de purge plus importants en imprimant des hexagones bicolores et seulement la tête de la figurine.
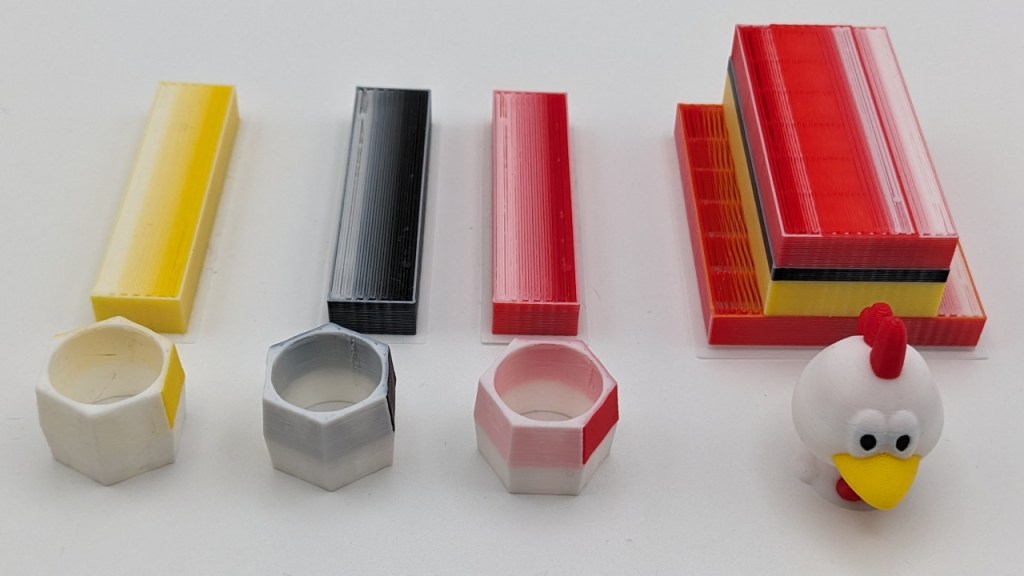
Et j’ai réimprimé la figurine en utilisant les valeurs suivantes.

Le résultat n’est pas encore tout à fait parfait (le noir bave encore un peu) mais je me suis arrêté là parce que l’impression a quand même duré 5h45 et la tour de purge a consommé presque 16 m de filament (c’est à dire 4 fois plus que la figurine).

Optimisation de l’impression
Avec la Prusa i3 MK3S+ un Benchy monochrome s’imprime en 1h20 et utilise seulement 4 m de filament (avec des couches de 0,20 mm et un remplissage de 15%).
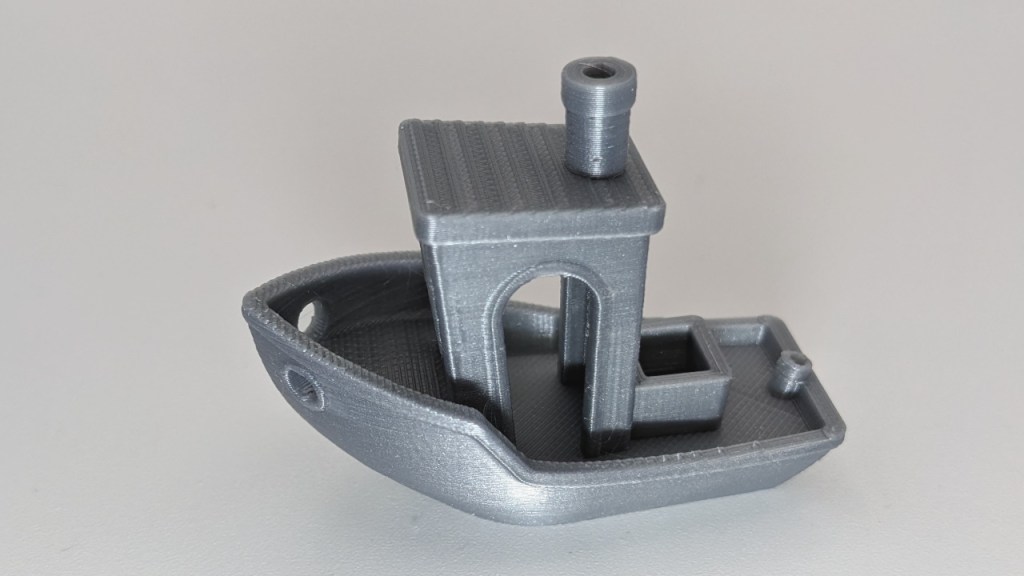
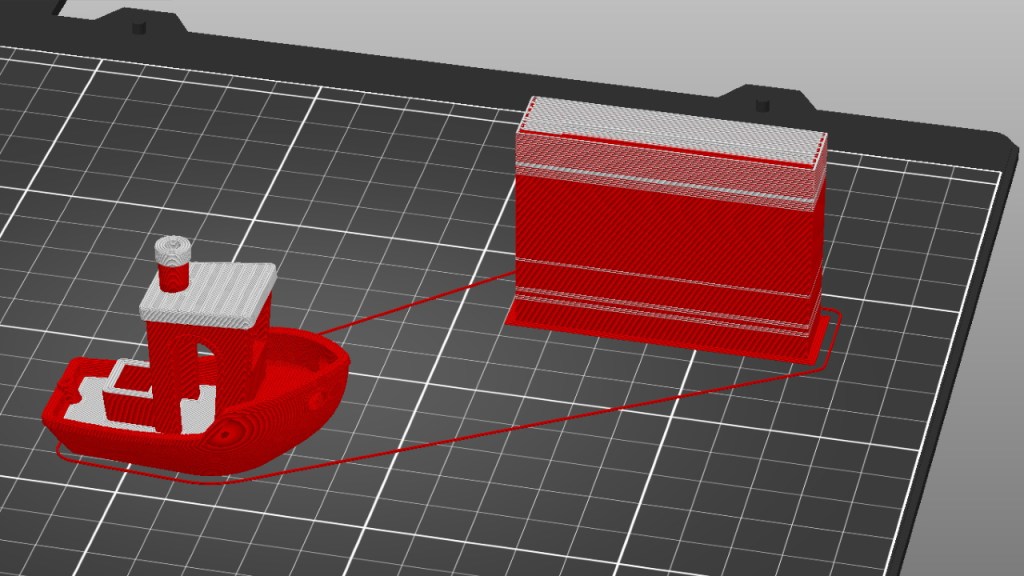
Les changements de couleurs augmentent le temps d’impression et la consommation de plastique. Ce Benchy bicolore (avec les volumes de purges précédents) s’imprime en 6h40 (avec 173 changements de couleurs) et consomme 22 m de filament (toujours 4 pour l’objet mais 18 pour la tour).
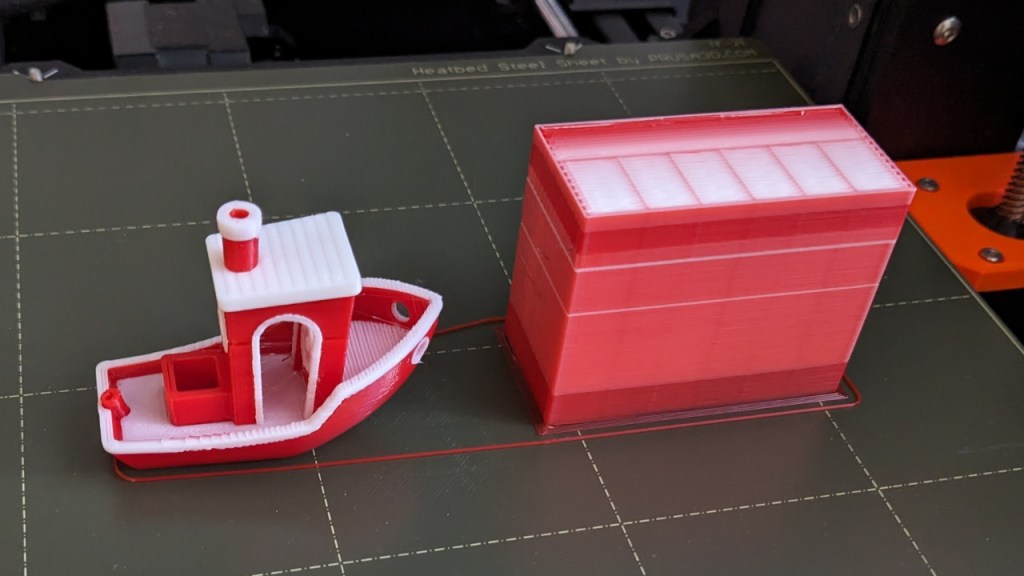
En retirant les surfaces verticales, l’impression est 2 fois plus rapide (3h20) et ne consomme plus que 10,50 m (la tour de purge est presque divisée par 3). Et encore si le toit de la cabine n’était pas en pente je pense qu’on aurait gagné une bonne 1/2 heure.
Le compromis est plutôt acceptable mais il est possible de réduire encore la tour de purge en activant l’option expérimentale « Pas de couches sans changement d’outil » disponible dans le menu Extrudeurs multiples de l’onglet Réglages d’impression.
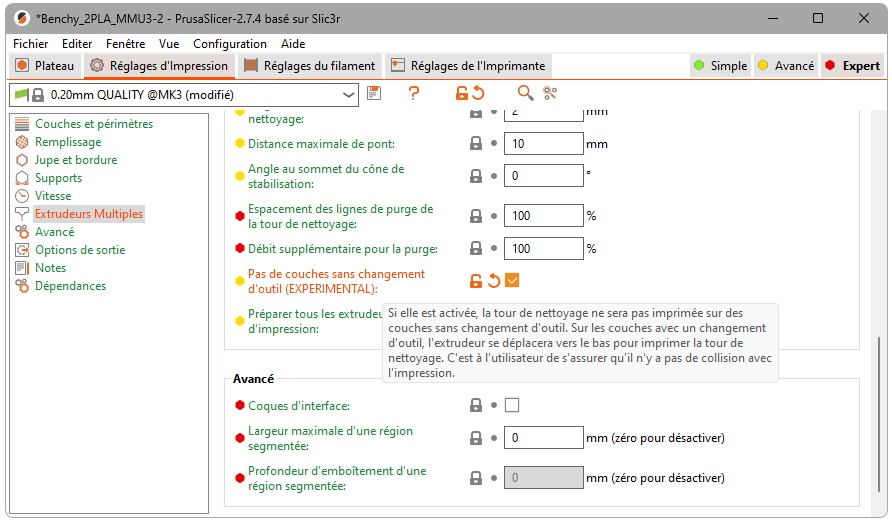
Attention, avec cette option le processus de purge ne se fait plus à la même hauteur que l’impression. Il est fortement conseillé de désactiver la détection de collision, de placer la tour de purge au fond à droite et la pièce à imprimer devant à gauche.
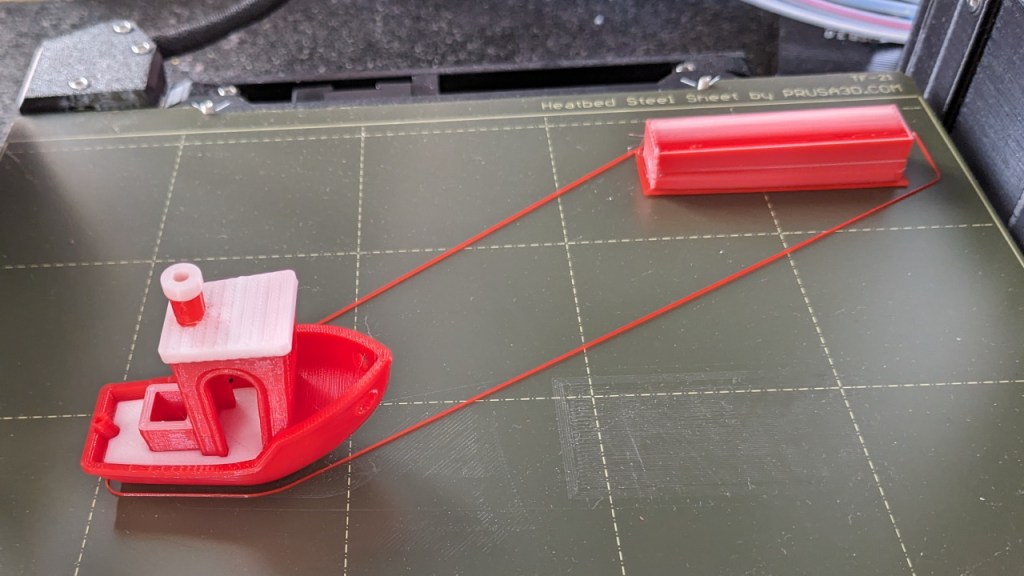
Maintenant, la durée d’impression du Benchy est de 3h avec une consommation de 8 m de filament.
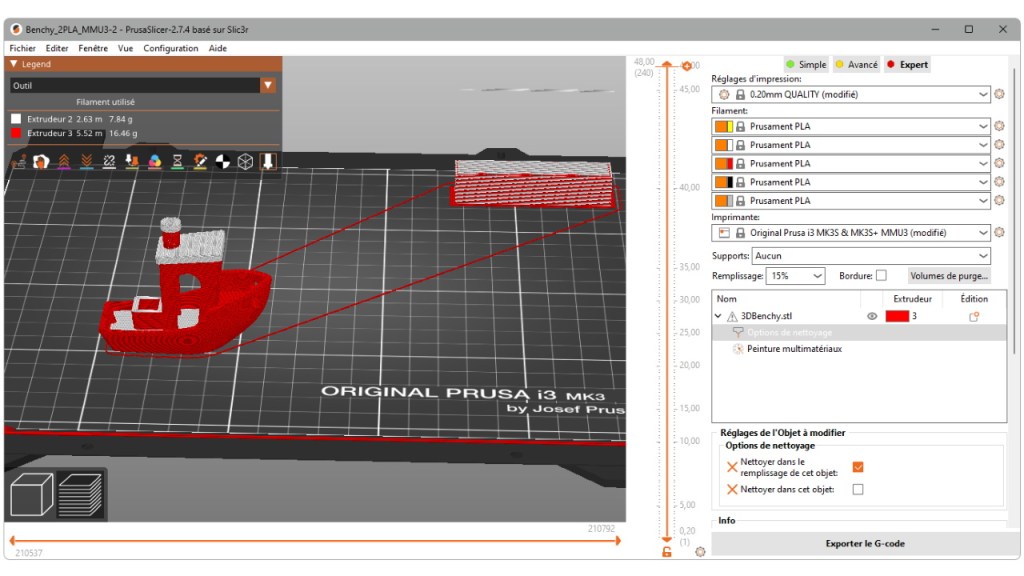
Dans certains cas, il peut être intéressant de cocher la case « Nettoyer dans le remplissage de cet objet » (qui se trouve dans les Options de nettoyage). Mais dans cet exemple cela permet seulement d’économiser 5 cm de filament. En sachant qu’il y a un risque (si les parois sont trop fines et/ou que le filament est un peu translucide) que l’on puisse distinguer la couleur de remplissage, je ne vous conseille pas d’activer cette option pour un gain est aussi minime.
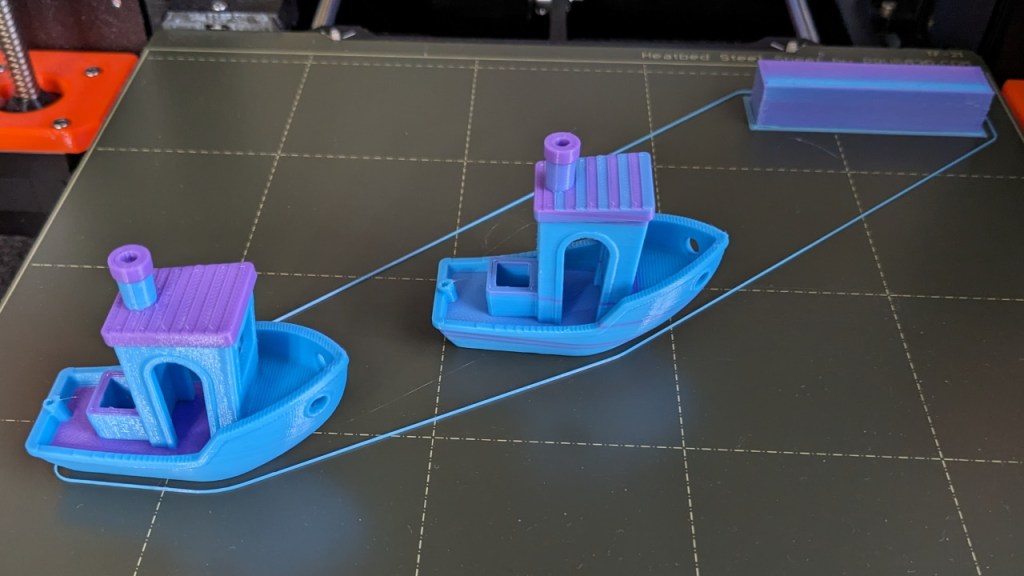
Il est également possible d’utiliser le filament purgé lors du changement de couleur pour imprimer un autre objet.
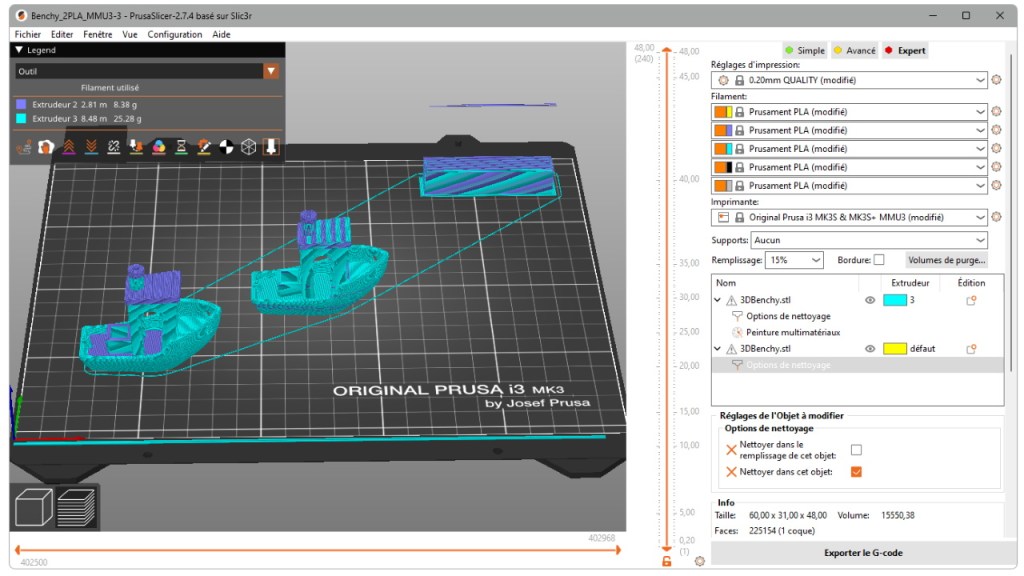
L’idée est excellente, malheureusement pour l’instant ça ne fonctionne pas vraiment. Bien sûr, la tour de purge a un peu réduit, elle ne consomme plus que 3 m de filament (au lieu de 4 précédemment). Mais avec le 2ème Benchy (un peu moche) cela fait un total de 11 m. Et en plus, l’impression dure 4h20, c’est à dire autant de temps qu’un Benchy bicolore et un Benchy monochrome imprimés séparément. Dommage !
Alors espérons qu’une mise à jour de Prusa améliora cette option parce que ce serait tellement bien de pouvoir imprimer autre chose qu’une tour inutile…
Rayures verticales
Avec Prusaslicer, vous pouvez très facilement ajouter des rayures à une pièce. Pour cela, cliquez sur le petit engrenage et sélectionnez « Définir la séquence d’extrusion pour l’ensemble de l’impression« . Définissez ensuite la taille et le rythme des rayures que vous souhaitez.
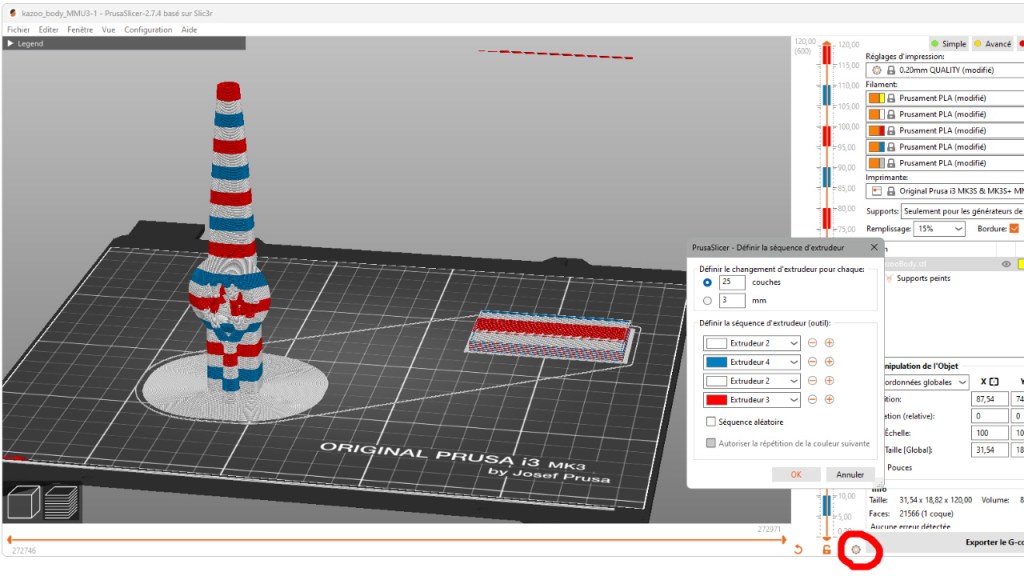
Vous pouvez aussi définir manuellement un changement d’extrudeur à partir d’une certaine couche.
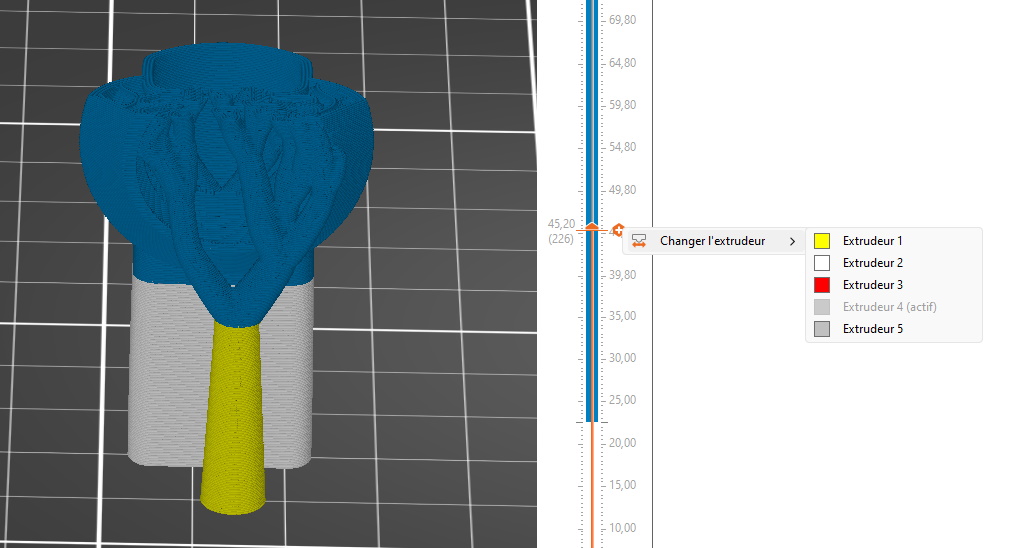
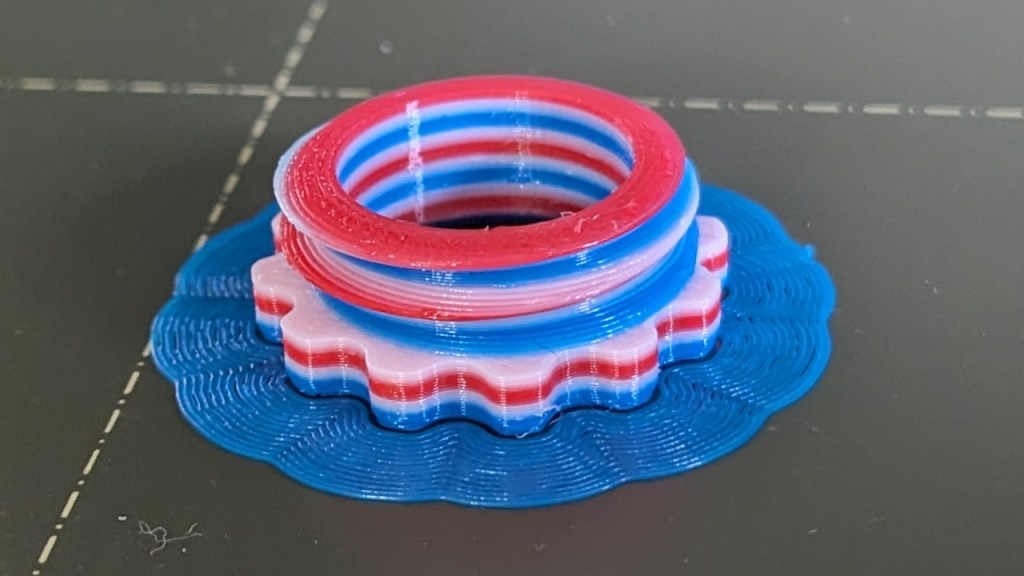
En faisant de fines rayures et en fixant le volume de purges à zéro, il est possible d’obtenir un dégradé (bien sûr, ça dépend des couleurs utilisées). Mais il reste toujours une petite tour de purge. Elle permet d’obtenir une pointe de filament bien propre (avant de l’éjecter) et de charger le nouveau filament avant de reprendre l’impression.
Bien sûr, il est possible de faire la même chose sans MMU (en changeant manuellement le filament) mais là c’est quand même mieux quand c’est automatique…
Si ça vous intéresse, vous pouvez télécharger ce Kazoo (ou gazou) sur Printables.

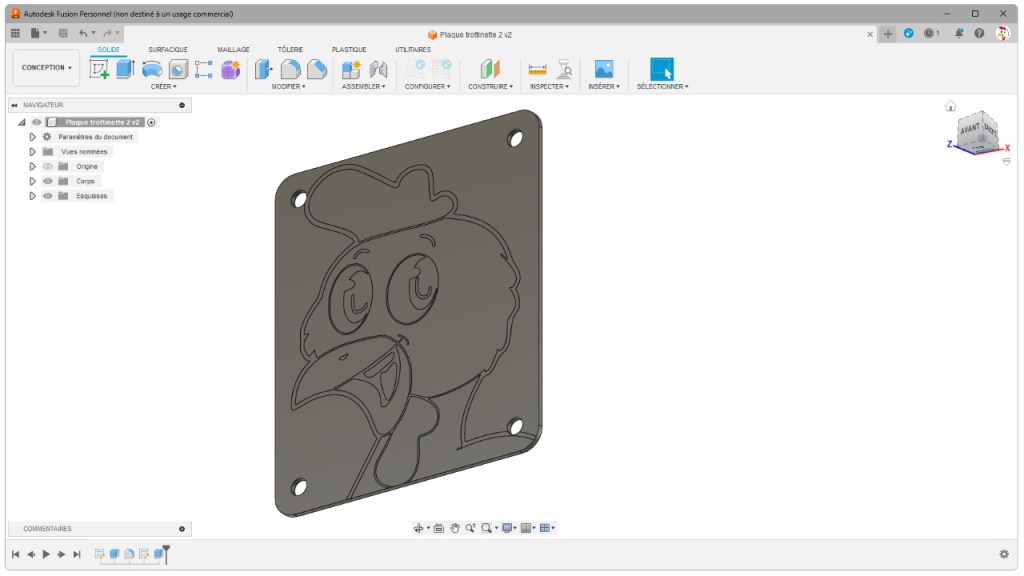
Impression à plat
L’impression d’une image (à plat) est plutôt rapide parce qu’il n’y a pas beaucoup de couches. Pour cela créez une plaque de base de quelques millimètre d’épaisseur (par exemple avec Fusion 360), et insérez une image au format SVG (ou le texte de votre choix). Ensuite extrudez très légèrement (en positif ou négatif) votre motif.
Petite astuce : Si vous voulez que toutes les couleurs soient à la même hauteur extrudez seulement d’un ou deux centièmes de millimètres. PrusaSlicer arrondira tout à la même hauteur de couche mais la différence de hauteur permettra le « remplissage intelligent » de la pièce.
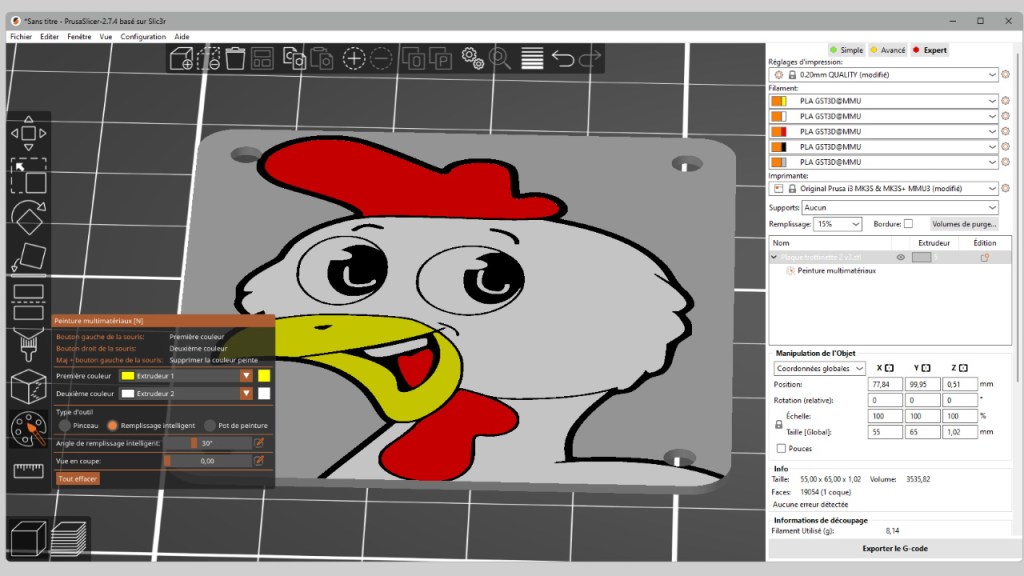
J’ai imprimé une plaque pour personnaliser ma trottinette et je remarqué que le jaune était plutôt terne. C’est certainement un bug, mais effectivement seule la dernière couche jaune est imprimée en jaune (contrairement aux autres couleurs qui sont sur toutes les couches). Apparemment, c’est parce que la couleur par défaut de la pièce n’est pas la bobine n°1.
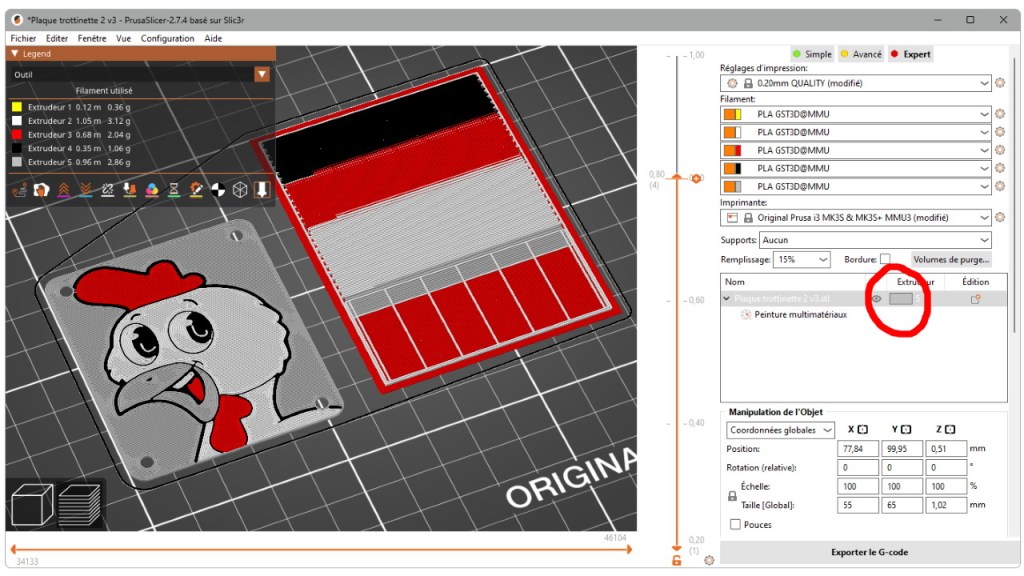
C’est un peu bizarre mais heureusement vous pouvez facilement contourner le problème en sélectionnant la première bobine (le jaune) comme couleur par défaut (ou en intervertissant les bobines jaunes et grise, mais évidement il faudra aussi modifier les couleurs de la pièce). Voilà la différence (simplement en mettant le jaune en couleur par défaut) :

Et voilà la plaque sur la trottinette.

J’ai également imprimé un sous-verre et des touches pour mon mini clavier mécanique.

PETG
J’ai testé l’impression de PETG avec un LCD-cover bicolore (en coloriant la pièce) mais les 2 couleurs bavent un peu l’une sur l’autre.

Et en utilisant la même technique (le coloriage) pour le bouton je n’ai pas réussi à obtenir un orange correct parce que le filament noir ressort beaucoup trop sous le filament orange. Cependant, en utilisant la technique des rayures verticales (le changement d’extrudeur à partir d’une certaine couche), il est possible de définir un nombre suffisant de couches d’orange.

L’autre solution est de concevoir plusieurs fichiers STL qui s’imbriquent et de définir la couleur de chaque fichier. C’est un peu plus contraignant puisse qu’il faut les positionner parfaitement mais cela permet de contrôler l’épaisseur des différentes couleurs (ce bouton est disponible sur Printables).

Problèmes rencontrés
Avant l’impression, chaque filament doit être préchargé manuellement dans le MMU. Au début, ce n’est pas toujours facile, mais une fois qu’on a compris comment ça fonctionne, ça va beaucoup mieux (même si ça reste un peu fastidieux).
L’imprimante utilise ses 2 capteurs de filament (sur le MMU et sur la tête d’impression) pour gérer les chargements/déchargements de filament. Il sont indispensables pour détecter où se situe le filament et vérifier que tout se passe bien.
Je pensais les avoir calibré correctement (en suivant les instructions du manuel d’assemblage) mais pendant mes premiers essais, j’ai rencontré pas mal de problèmes lors des chargements de filament. J’ai un peu galéré avant de comprendre que le problème venait de là alors si vous aussi ça vous arrive, je vous conseille de regarder en priorité de ce coté là. J’explique aussi la procédure dans ma vidéo Youtube.
Prusa a longuement travaillé pour obtenir une pointe de filament bien nette à chaque éjection du filament. Leur technique (appelée Estampage) permet normalement d’éviter les cheveux d’ange qui pourraient s’accumuler petit à petit dans l’extrudeur et/ou le tube PTFE et bien sûr cela provoque des blocages à répétition.
Le problème ne devrait pas se présenter avec les filaments Prusa dont les profils sont parfaitement maitrisés par le constructeur, par contre j’ai obtenu beaucoup de cheveux d’ange avec certains PLA génériques (en utilisant les paramètres par défaut).
C’est vraiment pénible parce que l’impression s’arrête, il faut démonter le tube PTFE, décoincer le filament, relancer l’impression, jusqu’au blocage suivant. Et même si cela n’arrive qu’une fois sur 10, sur 120 changements, ça fait quand même 12 interventions humaines.
En fait, il suffisait de réduire de 5° la température d’impression pour éliminer le problème, mais évidement il m’a fallu un peu de temps avant de trouver la solution.

Vous pouvez aussi faire une tour de température pour ajuster avec précision la température de votre filament.
Conclusion
Le MMU est encore un peu expérimental, si vous n’êtes pas (au moins un petit peu) bricoleur et que vous cherchez une solution plug and play pour imprimer rapidement en couleur, passez votre chemin. Il vous faudra de nombreux essais pour obtenir quelque chose de correct (réglages des capteurs, de la température et du volume de purge).
Heureusement, une fois tous ces problèmes surmontés, ça fonctionne plutôt bien. Evidement, l’imprimante n’est quand même pas aussi fiable qu’une PRUSA (MK3 ou MK4) monochrome classique. Mais maintenant, les blocages sont beaucoup plus rares.
Alors bien sûr, l’impression couleur n’est pas toujours justifiée, elle augmente le temps d’impression et gaspille plus ou moins de plastique, mais c’est quand même vachement cool !!!
